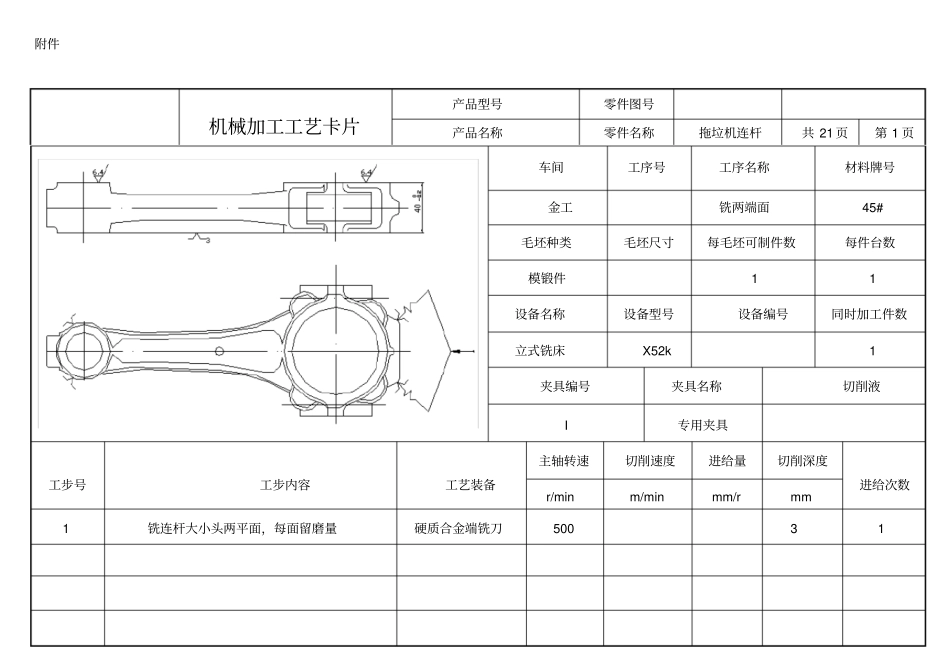
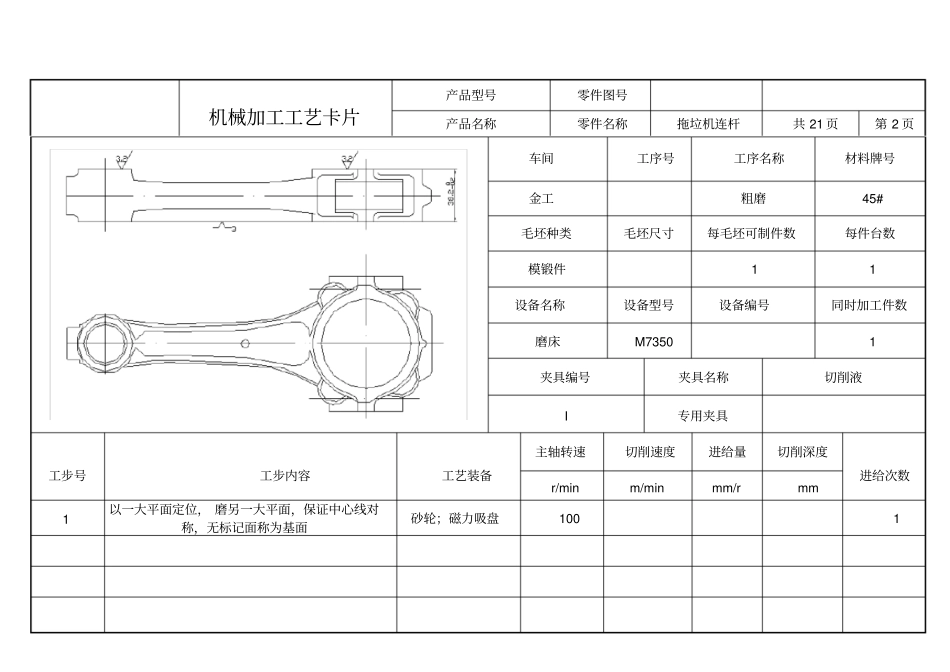
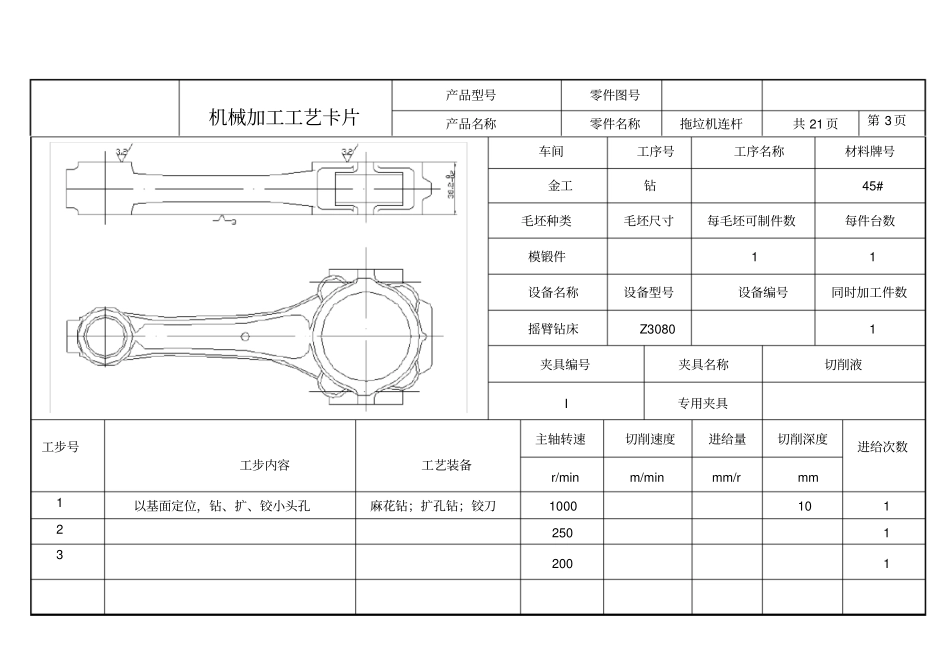
附件机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共 21 页第 1 页车间工序号工序名称材料牌号金工铣两端面45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数立式铣床X52k1夹具编号夹具名称切削液I专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/minm/minmm/rmm1铣连杆大小头两平面,每面留磨量硬质合金端铣刀50031机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共 21 页第 2 页车间工序号工序名称材料牌号金工粗磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数磨床M73501夹具编号夹具名称切削液I专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/minm/minmm/rmm1以一大平面定位, 磨另一大平面,保证中心线对称,无标记面称为基面砂轮;磁力吸盘1001机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共 21 页第 3 页车间工序号工序名称材料牌号金工钻45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数摇臂钻床Z30801夹具编号夹具名称切削液I专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/minm/minmm/rmm1以基面定位,钻、扩、铰小头孔麻花钻;扩孔钻;铰刀10001012250132001机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共 21 页第 4 页车间工序号工序名称材料牌号金工铣大头两侧45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数卧式铣床X62W1夹具编号夹具名称切削液I专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/mi