酯硬化水玻璃砂的质量控制水玻璃加入量高(6%— 8%)、型砂的残留强度高、溃散性差、铸件出砂清理及旧砂再生回用困难、型芯存放性差、硬不透、铸件外观质量差和型芯表面易粉化等
CO 2硬化水玻璃砂工艺存在着上述不足,限制了铸件质量的进一步提高,急需解决
1.脂硬化水玻璃砂工艺优点1) 水玻璃加入量低,一般在2
5%,型砂强度高
2) 型砂工艺性能优良,冬季硬透性好,硬化速度可通过粘结剂和固化剂种类进行调整
3) 型芯砂溃散性好,铸件出砂清理容易;旧砂易于干法再生,回用率≥ 80%
4) 铸件质量和尺寸精度可与树脂砂工艺生产的铸件相媲美
5) 型芯砂热塑性好,发气量较低,可防止铸件产生裂纹和气孔等缺陷
6) 原砂的适用范围广, 可以用硅砂、 铬铁矿砂及镁橄榄石砂等
7) 在各种自硬砂工艺风吹草动生产成本低,劳动环境最好
2.脂硬化水玻璃砂的硬化机理有机酯水解后析出酸和醇,酸促使聚硅酸钠转变成硅溶胶,有利于水玻璃砂迅速固化; 醇对水有很强的亲和力, 能起到容积化的作用使水玻璃脱水, 脱水后的水玻璃具有强而韧的特征,是型砂获得强度的主要原因
由此可以看出有机脂水玻璃砂是典型的物理硬化,而非化学硬化
它是以未反应的水玻璃脱水的物理硬化为主,使型砂获得所需要的强度, 而以生成硅溶胶的化学硬化为辅,物理硬化与化学硬化是相辅相成的过程
3.脂硬化水玻璃砂用原材料及要求1)原砂高质量的原砂有利于以较小的水玻璃和脂的加入量获得较高强度和溃散性好的型芯砂
硅砂的含水量、含泥量、SiO2 含量及角形系数等如表1
原砂中含水量过高, 会延缓硬化速度, 降低强度;原砂中的含泥量、微粉过高, 会增加水玻璃有机脂的加入量;对于经烘干或回用的原砂必须冷却后方能使用,原砂温度不超过42℃,否则会减少型芯砂的可使用时间
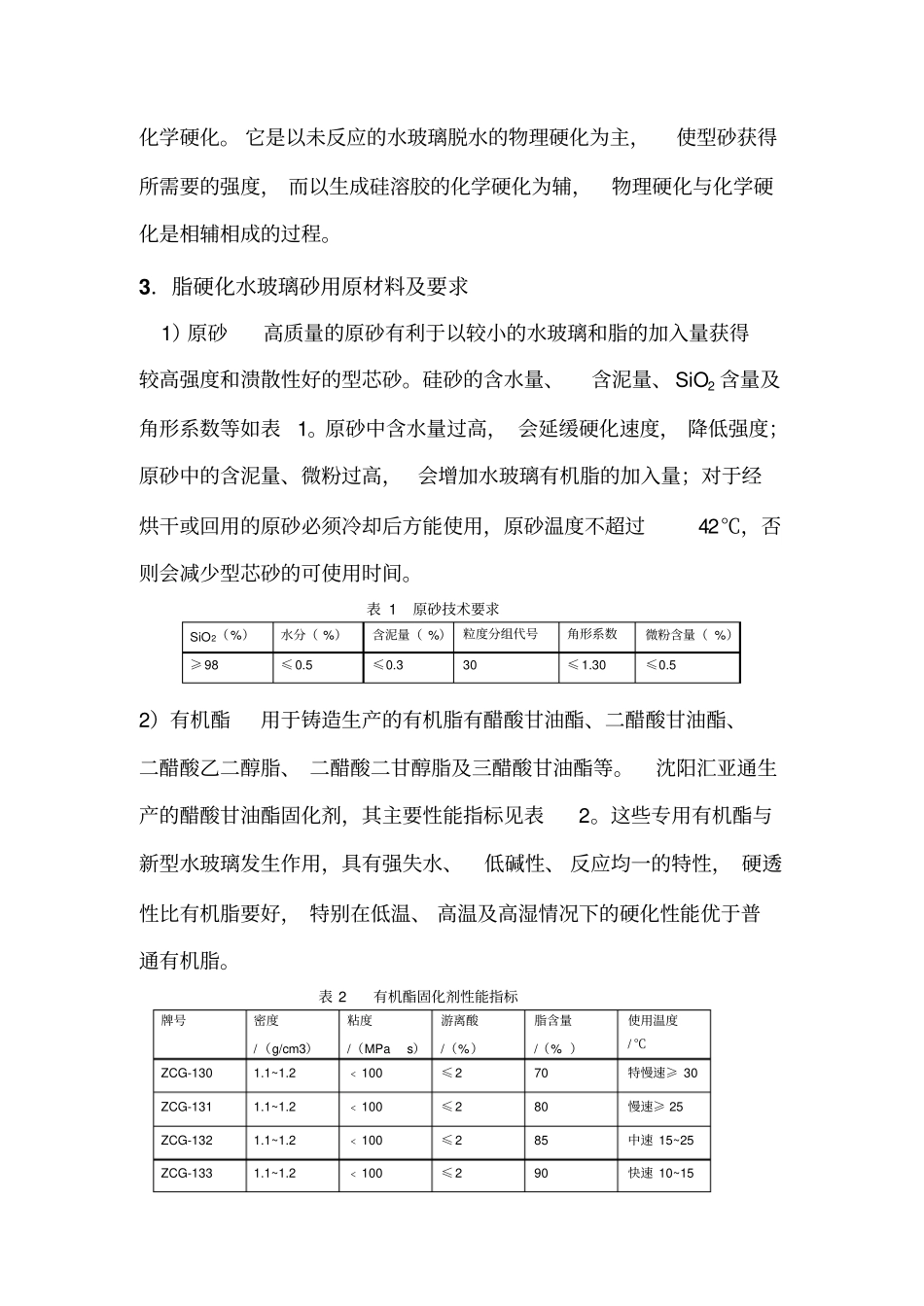
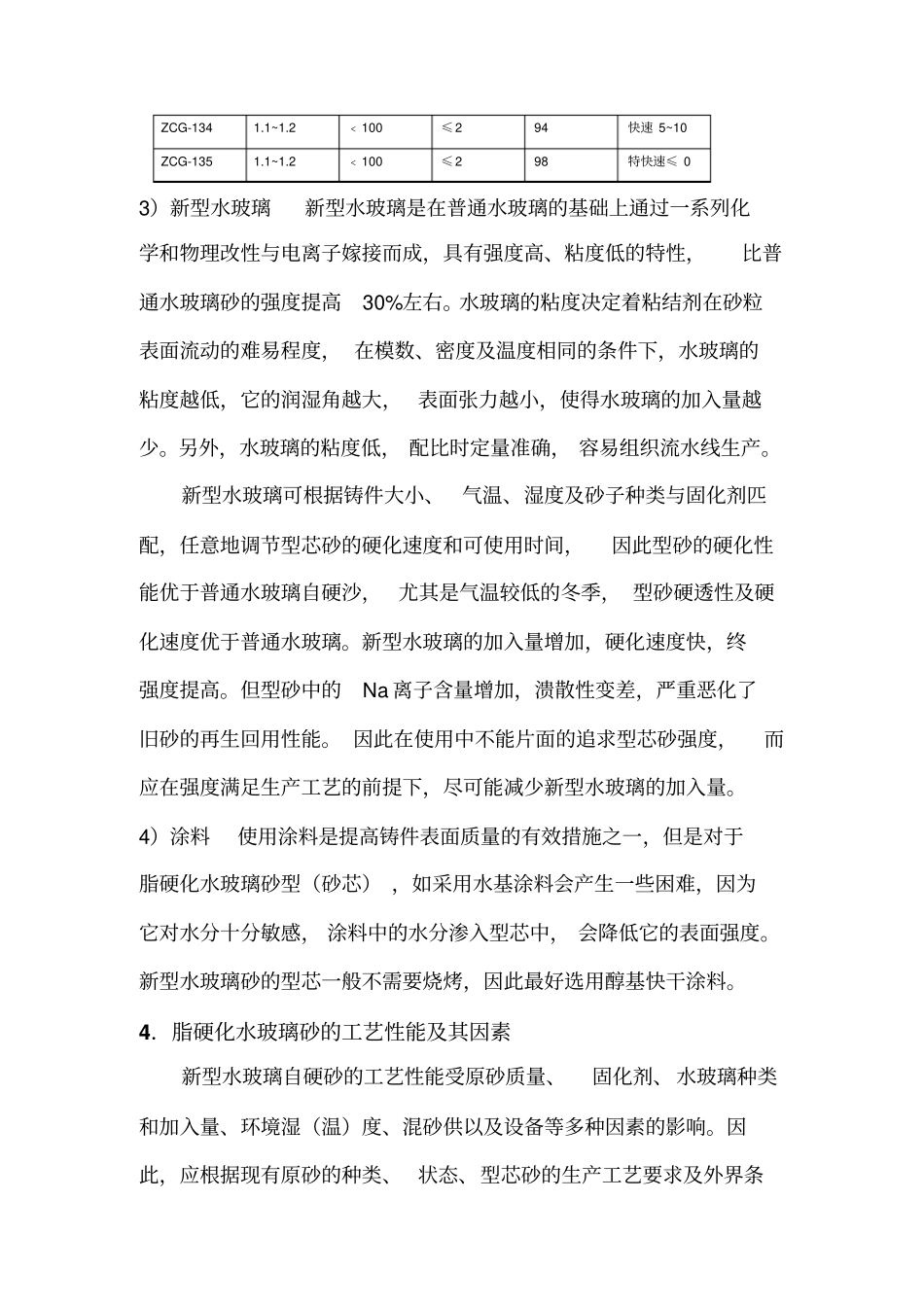
表 1 原砂技术要求2)有机酯用于铸造生产的有机脂有醋酸甘油酯、二醋酸甘油酯、二