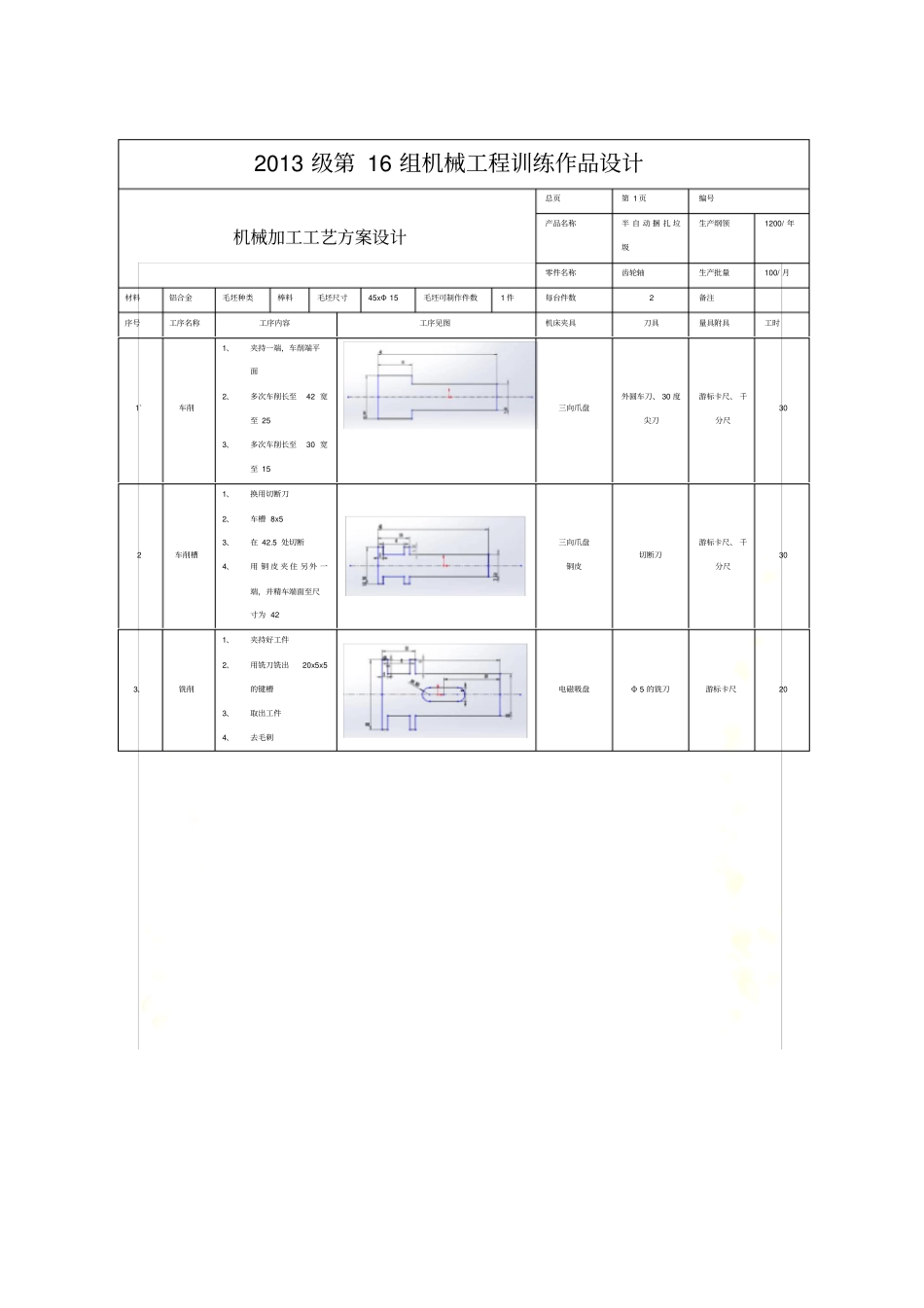
金工实训作品设计工艺设计方案大学生金工实训作品机械加工工艺方案设计指导老师 : 吕汝金组员 1: 组员 2: 组员 3: 组员 4 : 组员 5 : 组员 6 : 题目 :半自动捆扎垃圾TIME:2015-7-20 2013 级第 16 组机械工程训练作品设计机械加工工艺方案设计总页第 1 页编号产品名称半 自 动 捆 扎 垃圾生产纲领1200/ 年零件名称齿轮轴生产批量100/ 月材料铝合金毛坯种类棒料毛坯尺寸45xΦ 15 毛坯可制作件数1 件每台件数2 备注序号工序名称工序内容工序见图机床夹具刀具量具附具工时1` 车削1、夹持一端,车削端平面2、多次车削长至42 宽至 25 3、多次车削长至30 宽至 15 三向爪盘外圆车刀、 30 度尖刀游标卡尺、 千分尺30 2 车削槽1、换用切断刀2、车槽 8x5 3、在 42
5 处切断4、用 铜 皮 夹 住 另外 一端,并精车端面至尺寸为 42 三向爪盘铜皮切断刀游标卡尺、 千分尺30 3、铣削1、夹持好工件2、用铣刀铣出20x5x5的键槽3、取出工件4、去毛刺电磁吸盘Φ 5 的铣刀游标卡尺20 2013 级第 16 组机械工程训练作品设计加工工艺分析总页第 2 页编号产品名称半 自 动捆 扎垃圾生产纲领1200/ 年零件名称齿轮轴市场批量100/ 月该零件采用批量生产原材料为铝合金棒料,这种材料具有一定强度和良好塑性等特性,加工生产时表面质量好,但是容易粘刀
a) 图纸分析:该零件又棒料加工而成,具有键槽、回转槽等结构,故加工比较繁琐,需要多道工序才能完成,而且该零件的表面粗糙度和同轴度要求较高,故车削时应尽量减少装夹次数并用比较锋利的刀具和较小的进给量
同时考虑到装配和人机工程考虑,对面的相交处均采用C1倒角处理和去毛刺处理
b) 刀具选择:车刀——铝合金材料相对较软,易粘刀,所以车削加工所用刀具应具有较大的前角,刀口锋