铝型材阳极氧化、电泳涂漆、粉末喷涂、氟碳漆喷涂及木纹处理工艺过程及发展综述了国内外铝合金建筑型材表面处理技术的现状,重点介绍了铝型材阳极氧化、电泳涂漆、粉末喷涂、氟碳漆喷涂及木纹处理的生产流程和工艺规范,并对各种保护层的特点及其应用作了评述
同时对建筑铝型材表面处理技术今后的发展趋势进行了展望,提出了未来应大力开发和推广的清洁环保、高效节能技术
0 引言铝合金建筑型材是当今门窗和幕墙主要的结构材料,在世界范围内广泛应用[1 ]
铝合金挤压型材(未经表面处理)外观单一,并且在潮湿大气中容易腐蚀[2],因而很难满足建筑材料高装饰性和强耐侯的要求
为了提高装饰效果、增强抗腐蚀性及延长使用寿命,铝型材一般都要进行表面处理
因此,表面处理是铝合金建筑型材生产的一道必不可少且极为重要的工序
铝型材表面处理技术因原理不同,其工艺也有较大区别
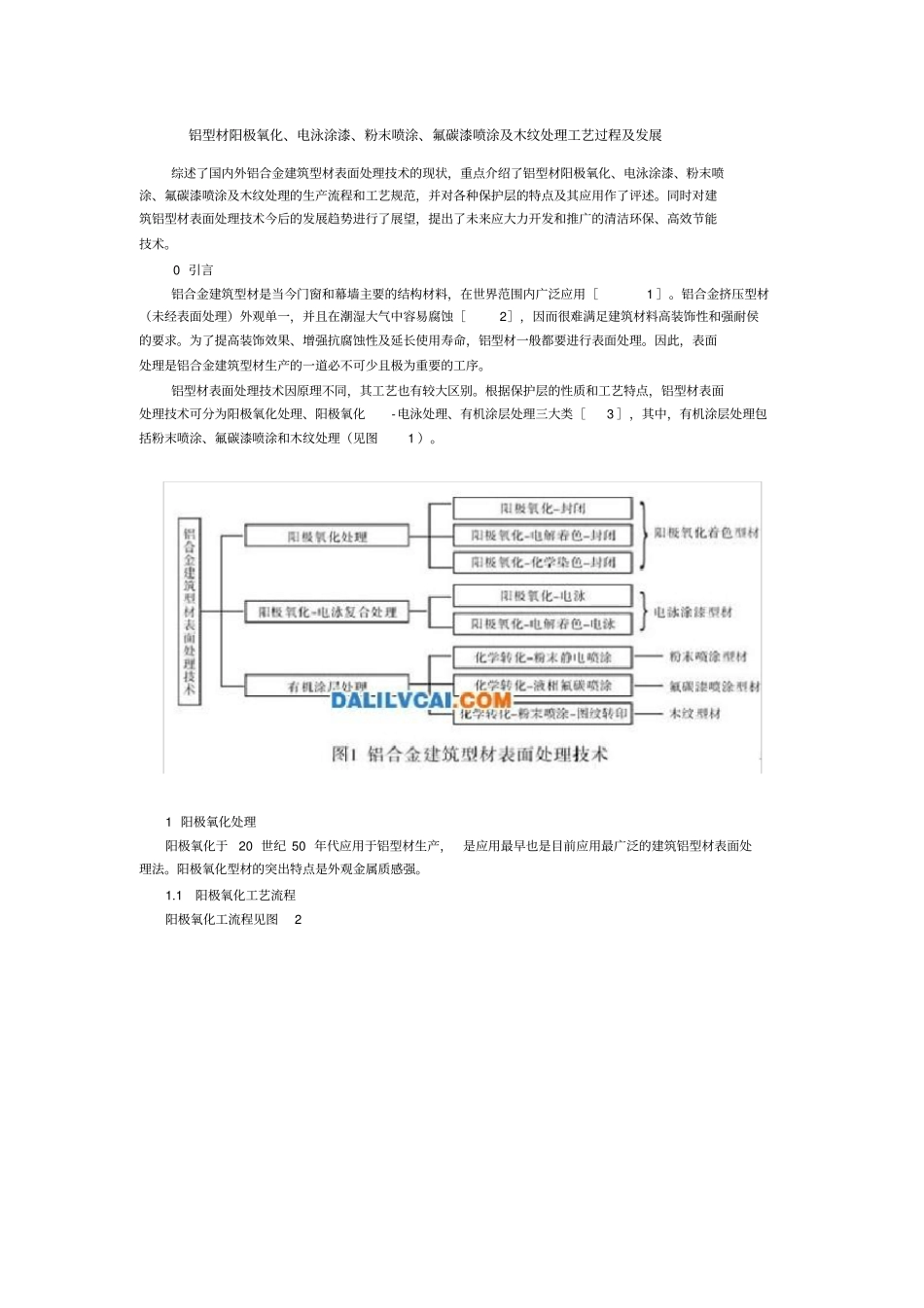
根据保护层的性质和工艺特点,铝型材表面处理技术可分为阳极氧化处理、阳极氧化-电泳处理、有机涂层处理三大类[3 ],其中,有机涂层处理包括粉末喷涂、氟碳漆喷涂和木纹处理(见图1 )
1 阳极氧化处理阳极氧化于20 世纪 50 年代应用于铝型材生产,是应用最早也是目前应用最广泛的建筑铝型材表面处理法
阳极氧化型材的突出特点是外观金属质感强
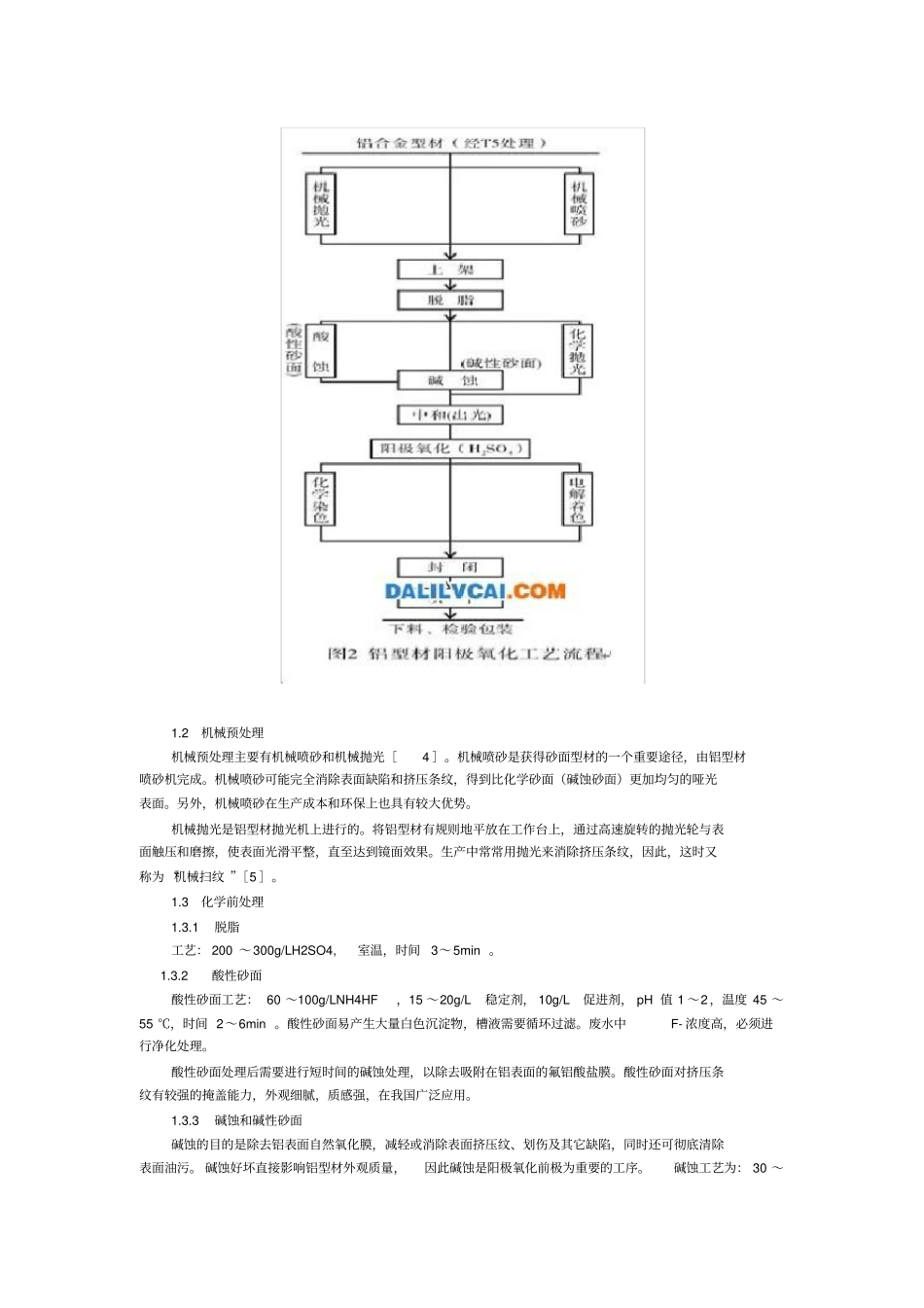
1 阳极氧化工艺流程阳极氧化工流程见图2 1
2 机械预处理机械预处理主要有机械喷砂和机械抛光[4 ]
机械喷砂是获得砂面型材的一个重要途径,由铝型材喷砂机完成
机械喷砂可能完全消除表面缺陷和挤压条纹,得到比化学砂面(碱蚀砂面)更加均匀的哑光表面
另外,机械喷砂在生产成本和环保上也具有较大优势
机械抛光是铝型材抛光机上进行的
将铝型材有规则地平放在工作台上,通过高速旋转的抛光轮与表面触压和磨擦,使表面光滑平整,直至达到镜面效果
生产中常常用抛光来消除挤压条纹,因此,这时又称为 “机械扫纹 ”[5 ]