时间就是金钱,效率就是生命
唯有惜时才能成功,唯有努力方可成就
锅炉和钢制压力容器对接焊缝超声波探伤 JB1152-81本标准使用A 型脉冲反射式超声探伤仪,以单斜探头接触法为主进行探伤
本标准适用于焊接件对接处厚度为8~120mm 的锅炉和钢制压力容器对接焊缝的超声波探伤,也适用于其他工业类似用的压力容器对接焊缝的超声波探伤
本标准不适用于铸钢、奥氏体不锈耐酸钢及允许根部未焊透的单面焊钢制压力容器对焊接缝的超声波探伤
也不适用于曲面半径小于125mm 和内半径与外半径之比小于80%的纵缝探伤
本标准有关专业术语的解释详见附录1
1 操作者1
1 焊缝探伤人有基础知识和焊缝探伤经验并经考试合格的人担任
2 操作者应掌握所探工件的材质,焊缝坡口形式 ,焊接工艺 ,缺陷可能产生的部位等资源,根据荧光屏上反射波形进行综合判断
2 探伤仪和探头2
1 仪器和探头的组合灵敏度:在达到所探工件最大声程处的探伤灵敏度时,有效灵敏度余量至少应为10dB
2 探伤仪应具有衰减量不少于50dB 连续可调的衰减器,其精度为任意相邻12dB 的误差小于± 1dB,最大累计误差不超过±1dB
3 分辩力应能将CSK-IA 型试块上 Φ 50 与 Φ 44 两孔分开 ,当两孔反射波的波幅相同时,其波峰与波谷的差不小于 6dB
4 其他指标可参照JB1834-76《A 型脉冲反射式超声波探伤仪技术条件》中相应条款的规定
5 主声束偏离 : a
水平方向 :将探头放在CSK--IA 型试块上 ,探测棱角反射 ,当反射波幅最大时,探头中心线与被测棱边的夹角应在 90° -2° 的范围内
垂直方向 :不应有明显的双峰
6 入射角和 K 值的测定 :在标准中规定的试块上进行
K* 值的测定应在2N(N 为近场区长度 )以外进行
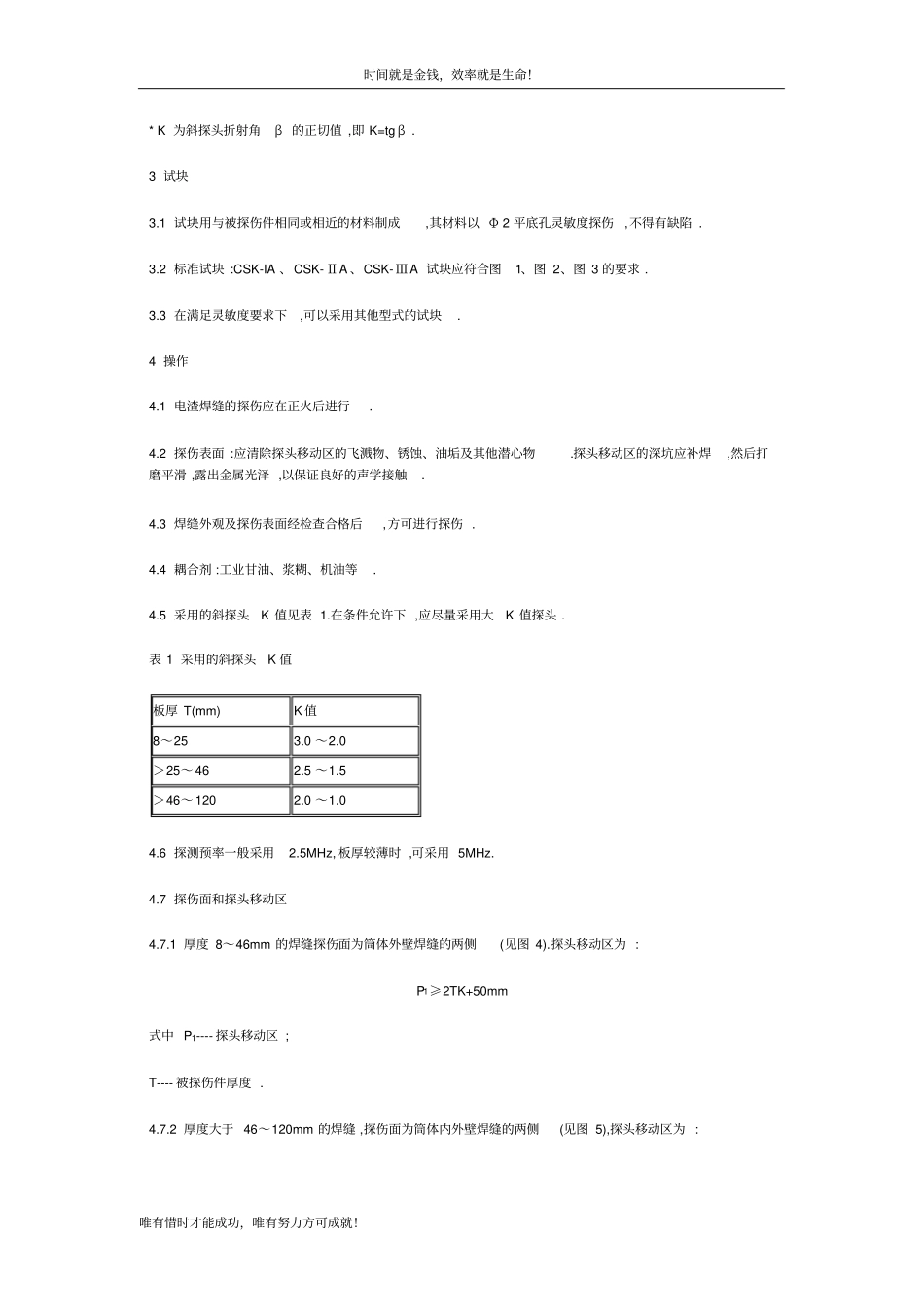
时间就是金钱,效率就是