罐式集装箱制造工艺规程编制:日期:审核:日期:受控类别□受控□非受控发放编号持有人版次A/1 2013-11-20发布2013-12-01 实施张家港 韩中深冷科技 有限公司发布罐式集装箱制造工艺规程1
总则本工艺规程是对集装箱生产过程的工艺性指导和产品质量控制的法规,除执行相应的国家和行业标准外,应严格按此规程执行
遵行及引用标准、通用工艺规程GB150《压力容器》JB/T4784-2007《低温液体汽罐式集装箱》TSG R0005-2011《移动式压力容器安全技术监察规程》低温贮罐氧清洁清洗工艺规程氦检漏工艺规程多层绝热缠绕及套装工艺规程抽真空和真空保持检测工艺规程外表面喷砂处理及喷漆工艺规程外部管路、阀门组焊工艺规程3
内罐的制造 (数据以 40 英尺集装箱为例)3
1 材料 :主要受压元件 06Cr19Ni10 的材料须符合 GB/T24511-2009《承压设备用不锈钢钢板及钢带》,复验合格后方可使用
2 内封头 :规格按图纸要求,材质06Cr19Ni10,切边并刨坡口,左封头为外坡口,右封头为内坡口,3
1 封 头 外 购 , 须 附 质 量 合 格 证 明 书 及 检 验 记 录 , 入 库 时 进 行 各 项 要 求 检 查 , 按GB/T25198-2010 标准的检查方法检测:(1)直边倾斜度 ≤1
(2)内直径公差 2200±3mm (3)最大最小直径差 ≤3mm(4)封头总深度59064mm (5)直边高度4004mm (6)封头成形后的最小壁厚 ≥7
(7)封头内外表面应酸洗钝化,并经脱脂处理,表面不得有裂纹,分层,凹坑现象,不合格者不得用于罐箱的制造
3 内筒体: 规格按图纸,材质06Cr19Ni10 3
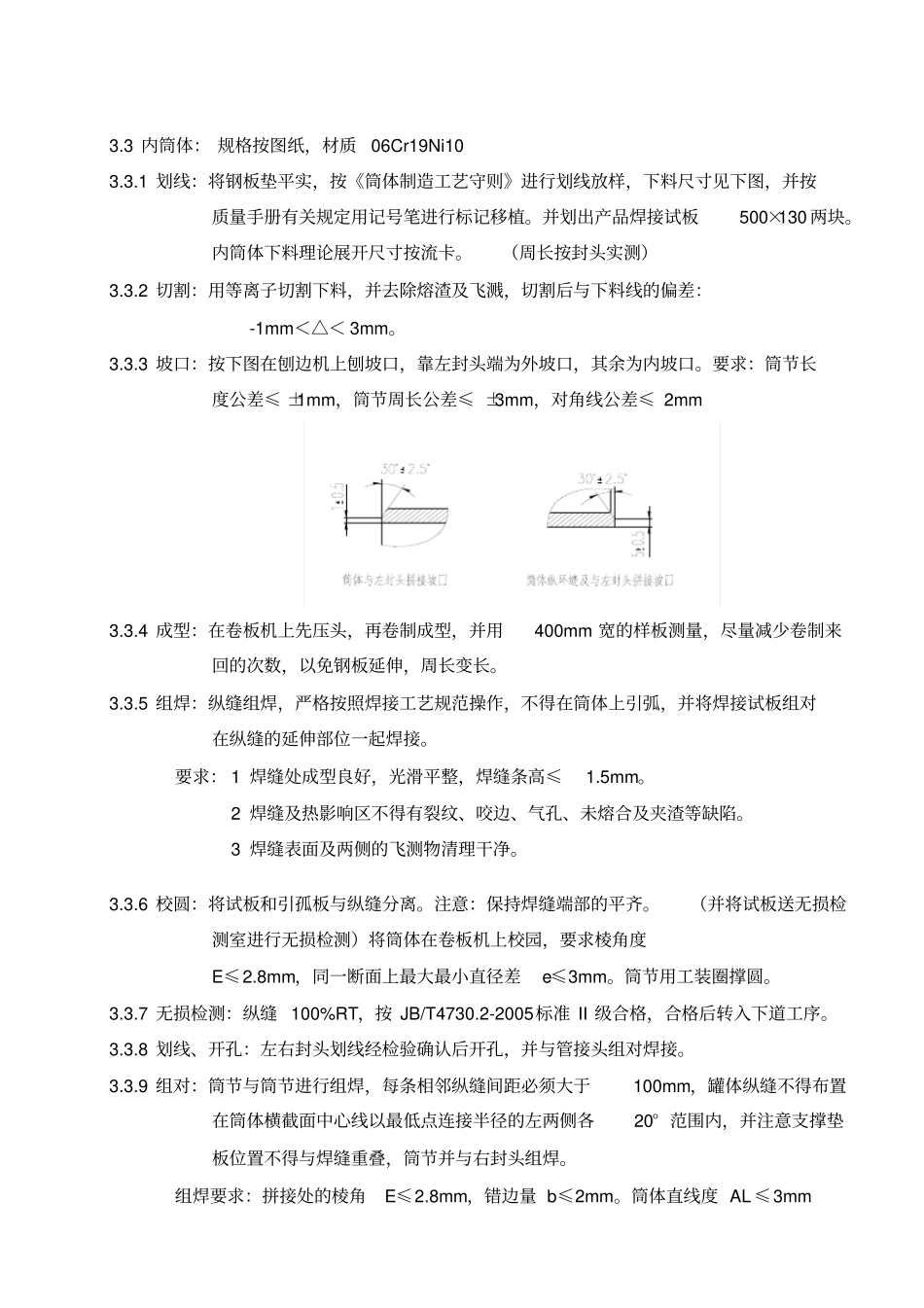
1 划线:将钢板垫平实,按《筒体制造工艺守则》进行划线放样,下料尺寸见下图,并按质量手册有关规定用