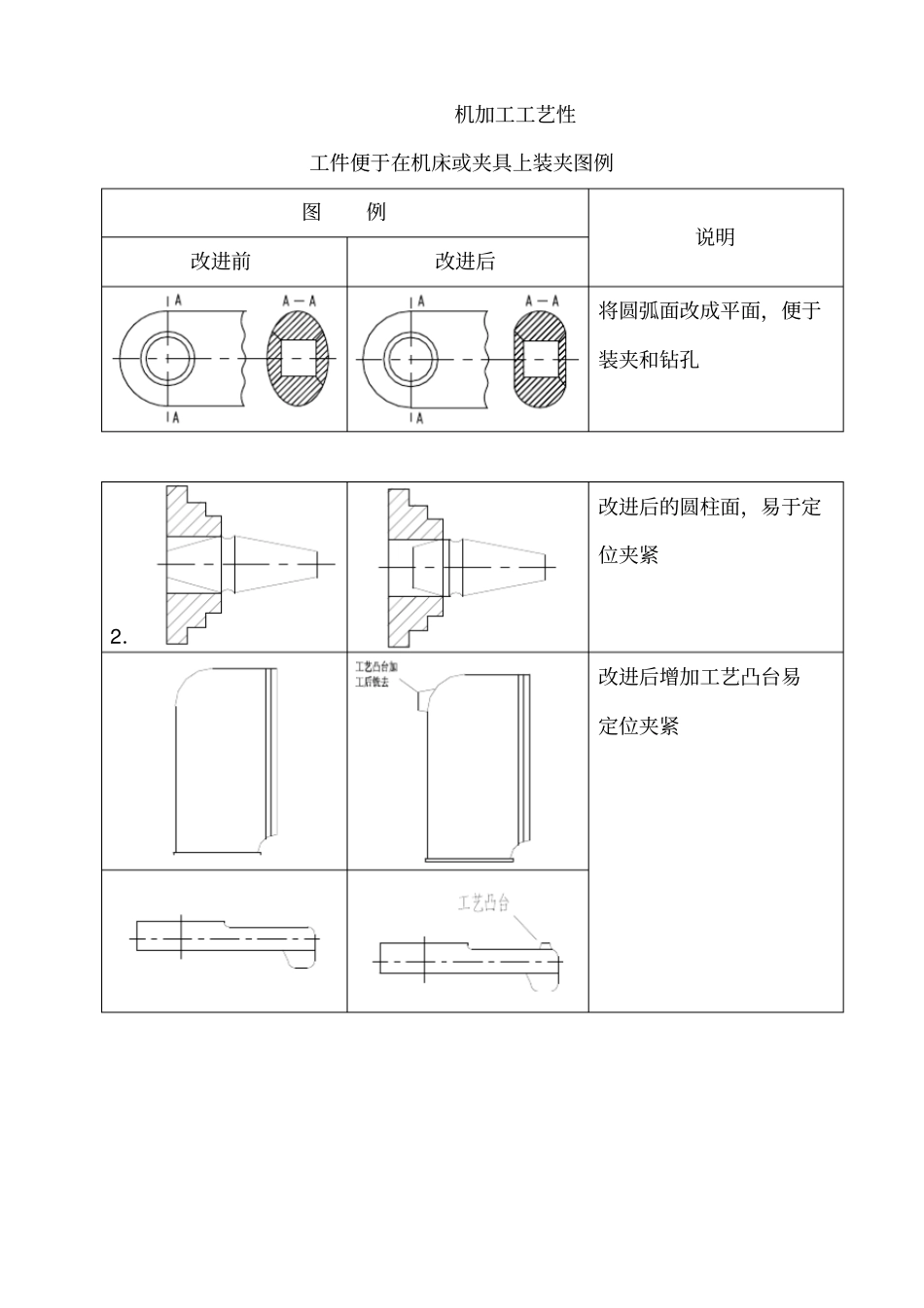
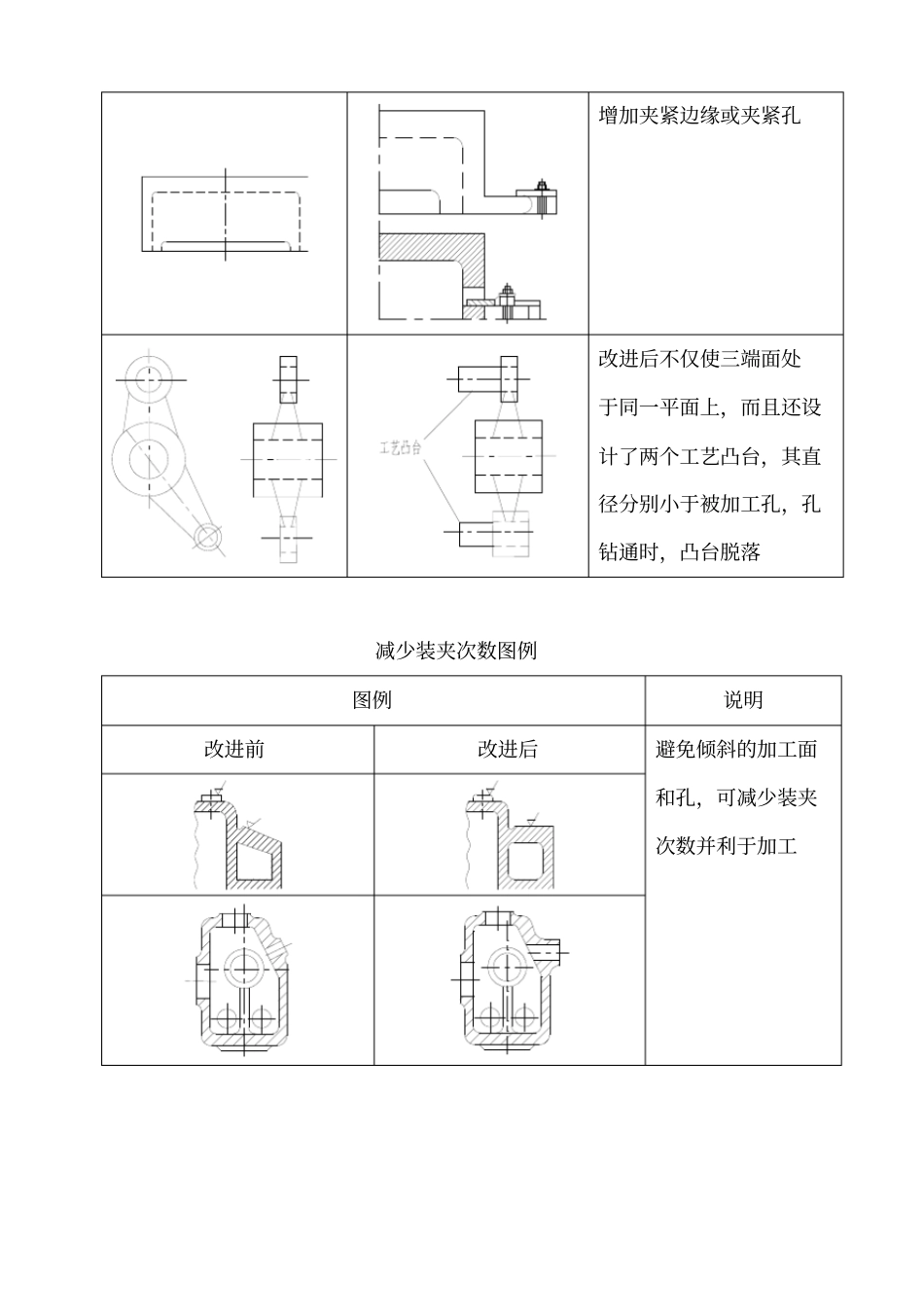
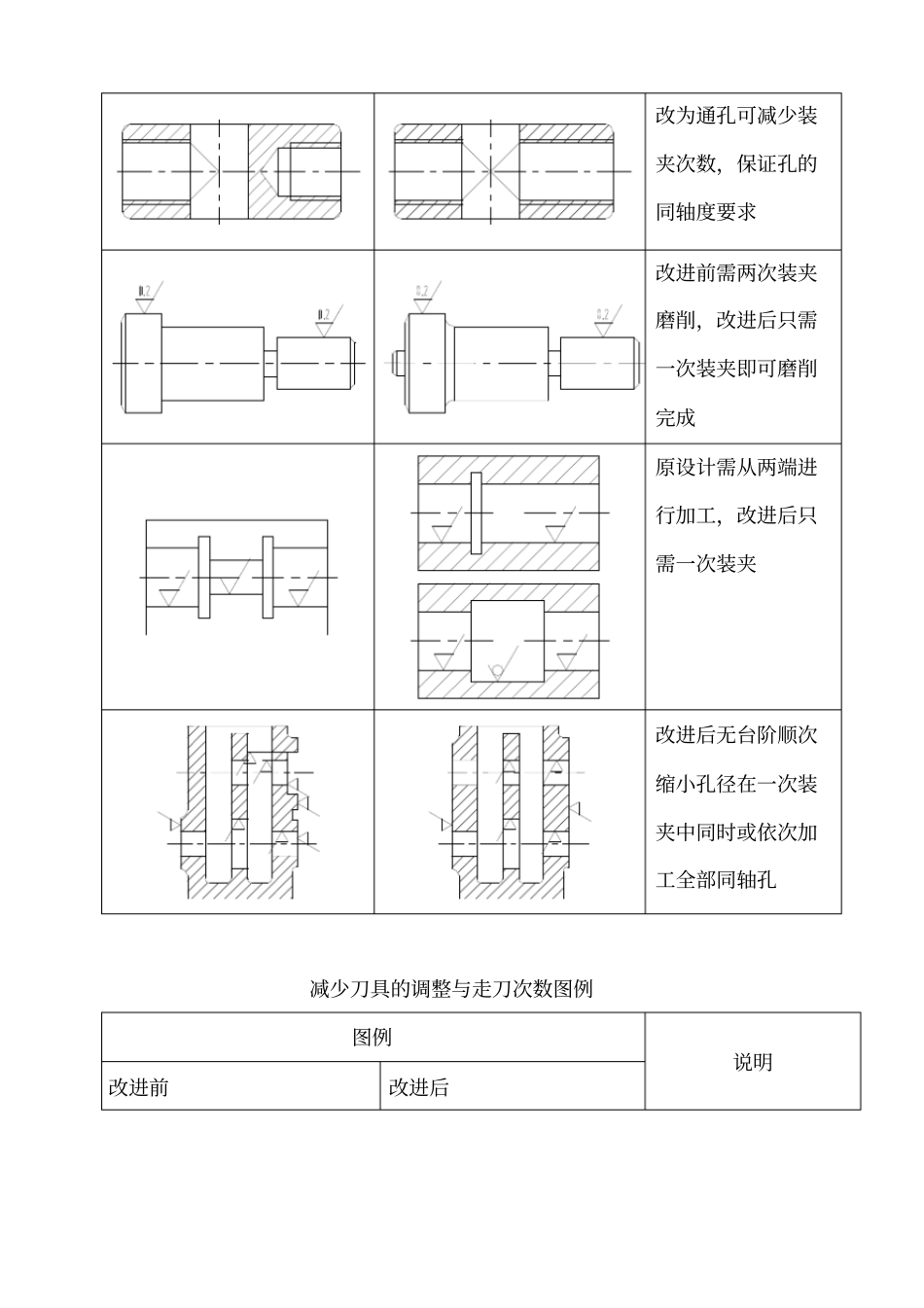
机加工工艺性工件便于在机床或夹具上装夹图例图例说明改进前改进后将圆弧面改成平面,便于装夹和钻孔2.改进后的圆柱面,易于定位夹紧改进后增加工艺凸台易定位夹紧增加夹紧边缘或夹紧孔改进后不仅使三端面处于同一平面上,而且还设计了两个工艺凸台,其直径分别小于被加工孔,孔钻通时,凸台脱落减少装夹次数图例图例说明改进前改进后避免倾斜的加工面和孔,可减少装夹次数并利于加工改为通孔可减少装夹次数,保证孔的同轴度要求改进前需两次装夹磨削,改进后只需一次装夹即可磨削完成原设计需从两端进行加工,改进后只需一次装夹改进后无台阶顺次缩小孔径在一次装夹中同时或依次加工全部同轴孔减少刀具的调整与走刀次数图例图例说明改进前改进后被加工表面(1、2 面)尽量设计在同一平面上,可以一次走刀加工,缩短调整时间,保证加工面的相对位置精度锥度相同只需作一次调整底部为圆弧形,只能单件垂直进刀加工,改成平面,可多件同时加工采用标准刀具减少刀具种类图例图例说明改进前改进后轴的退刀槽或键槽的形状与宽度尽量一致磨削或精车时,轴上的过渡圆角应尽量一致减少切削加工难度图例图例说明改进前改进后避免把加工平面布置在低凹处避免在加工平面中间设计凸台合理应用组合结构,用外表面加工取代内端面加工避免平底孔的加工研磨孔易贯通外表面沟槽加工比内沟槽加工方便,容易保证加工精度内大外小的同轴孔不易加工改进后可采用前后双导向支承加工,保证加工质量` 花键孔宜贯通,易加工花键孔宜连接,易加工花 键 孔 不 宜 过长,易加工花 键 孔 端 部 倒棱应超过底圆面改进前,加工花键孔很困难;改进后,用管材和拉削后的中间体组合而成复 杂 型 面 改 为组合件,加工方便细 小 轴 端 的 加工比较困难,材料损耗大,改为装配式后,省料便于加工在 箱 体 内 的 轴承,应改为箱内装配为箱外装配,避免箱体内表面的加工合 理 应 用 组 合结构,改进后糟底与底面的平行度要