1 工程概述1
1 工程概况氧化铝厂有大量 H 型钢梁、钢柱,截面尺寸较大,制作精度要求高
由于钢梁、钢柱处在强碱高温环境中,钢梁、钢柱要求有良好的防腐措施
2 质量控制点2
1 钢构件制作:防翘曲,焊缝质量的控制
2 防腐工程:钢构件喷砂除锈及防腐漆膜厚度控制
3 施工方案3
1 制作工艺流程材料检验矫平→下料、切割→加工坡口→校平→腹板、翼缘板的拼接→无损探伤→二次下料→腹板、翼缘板的组焊→无损探伤→矫正→组装焊接筋板、端板→号孔、钻孔→除锈、油漆→现场安装
2 材料检验、矫平检验平面度,超标的要上辊床进行矫平,予以检尺分类堆放
3 下料切割依据的采购腹板、翼缘板定尺材料,用半自动切割机进行下料及切割坡口
并对零件进行编号、标注拼接方向和坡口尺寸
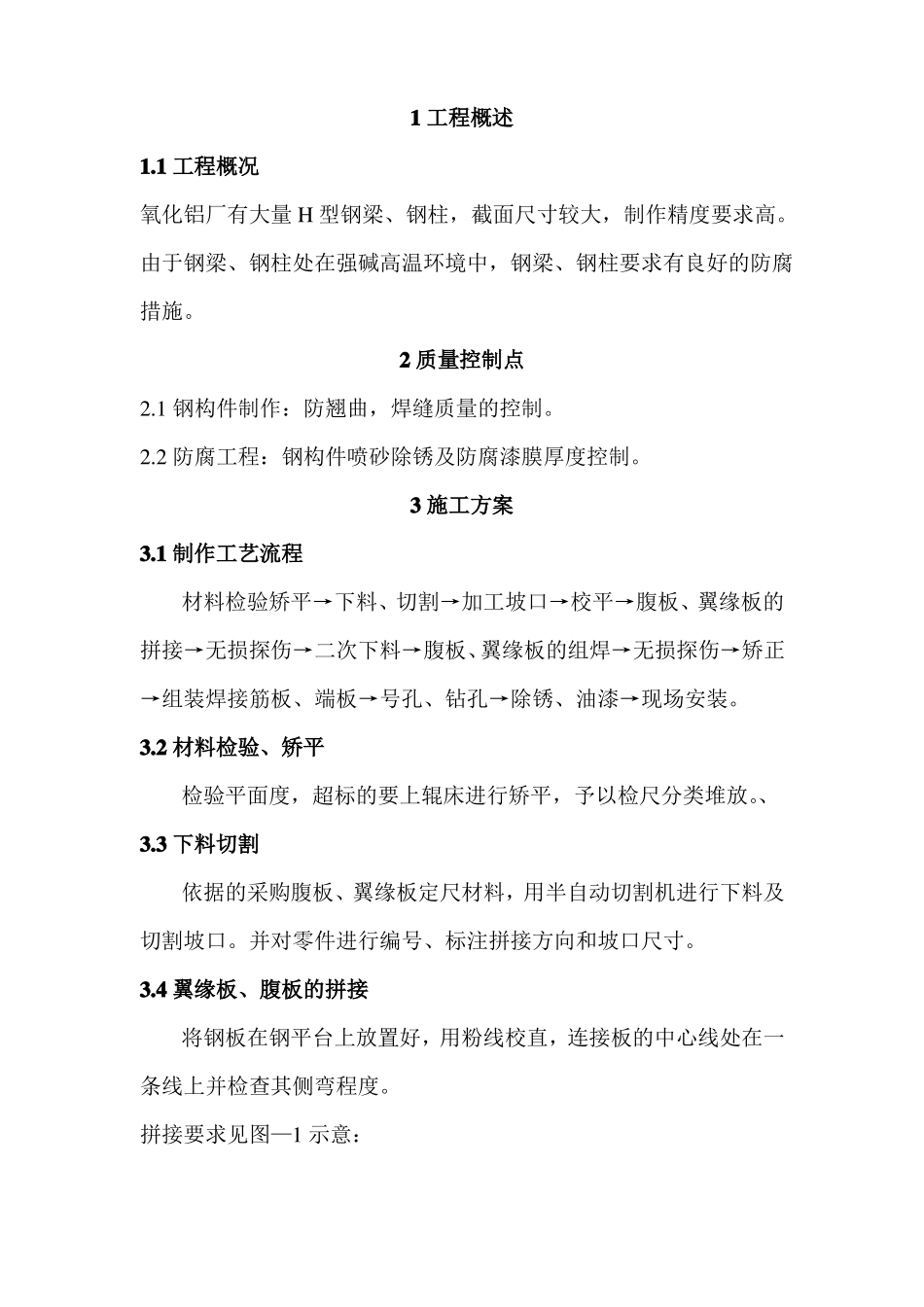
4 翼缘板、腹板的拼接将钢板在钢平台上放置好,用粉线校直,连接板的中心线处在一条线上并检查其侧弯程度
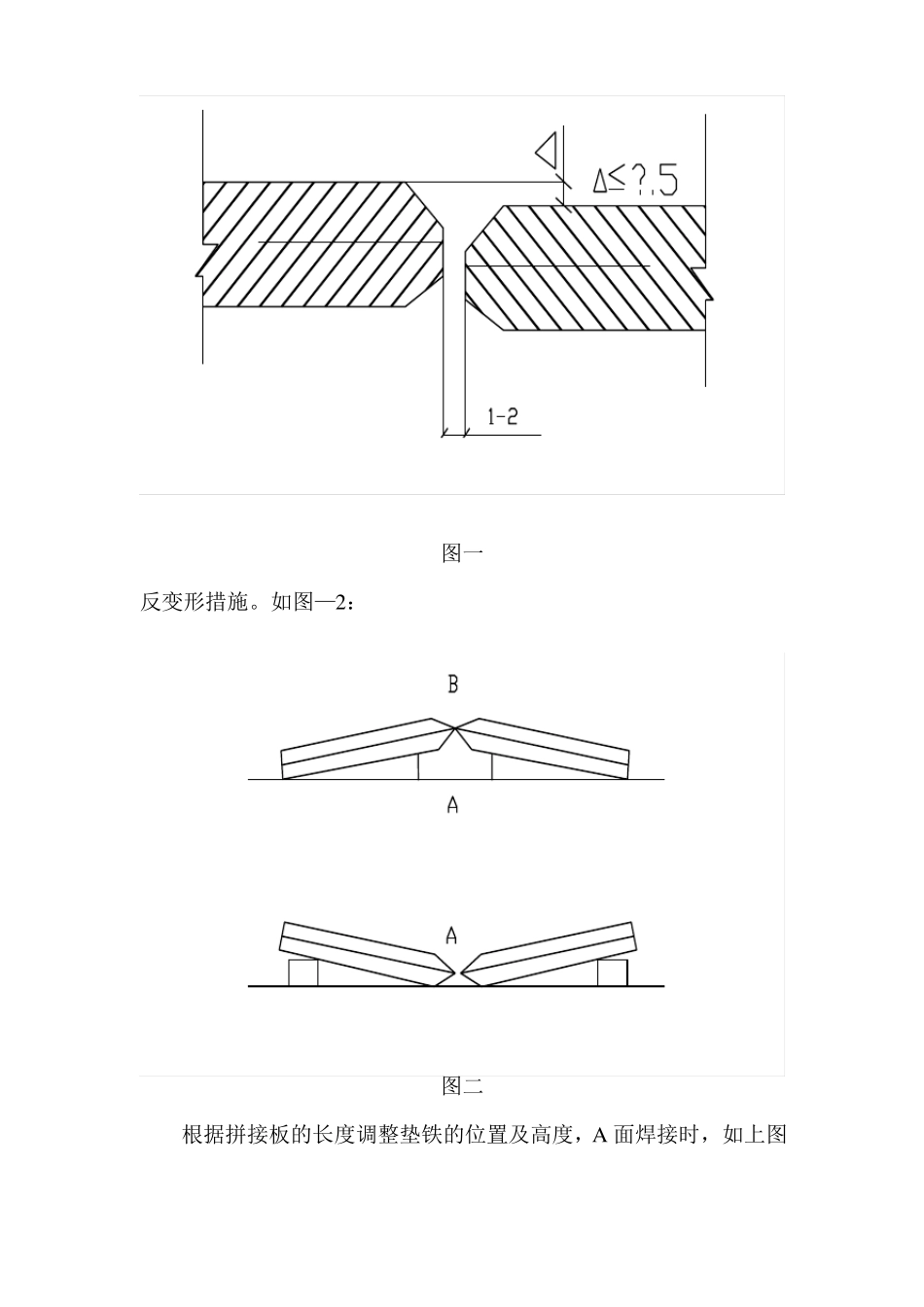
拼接要求见图—1 示意:图一反变形措施
如图—2:图二根据拼接板的长度调整垫铁的位置及高度,A 面焊接时,如上图进行反变形,垫铁的高度依据翼缘板的长度及厚度进行选用
A 面焊完,B 面翻个,进行气刨清根焊接前,如上图进行反变形,用垫条在A 面焊缝位置
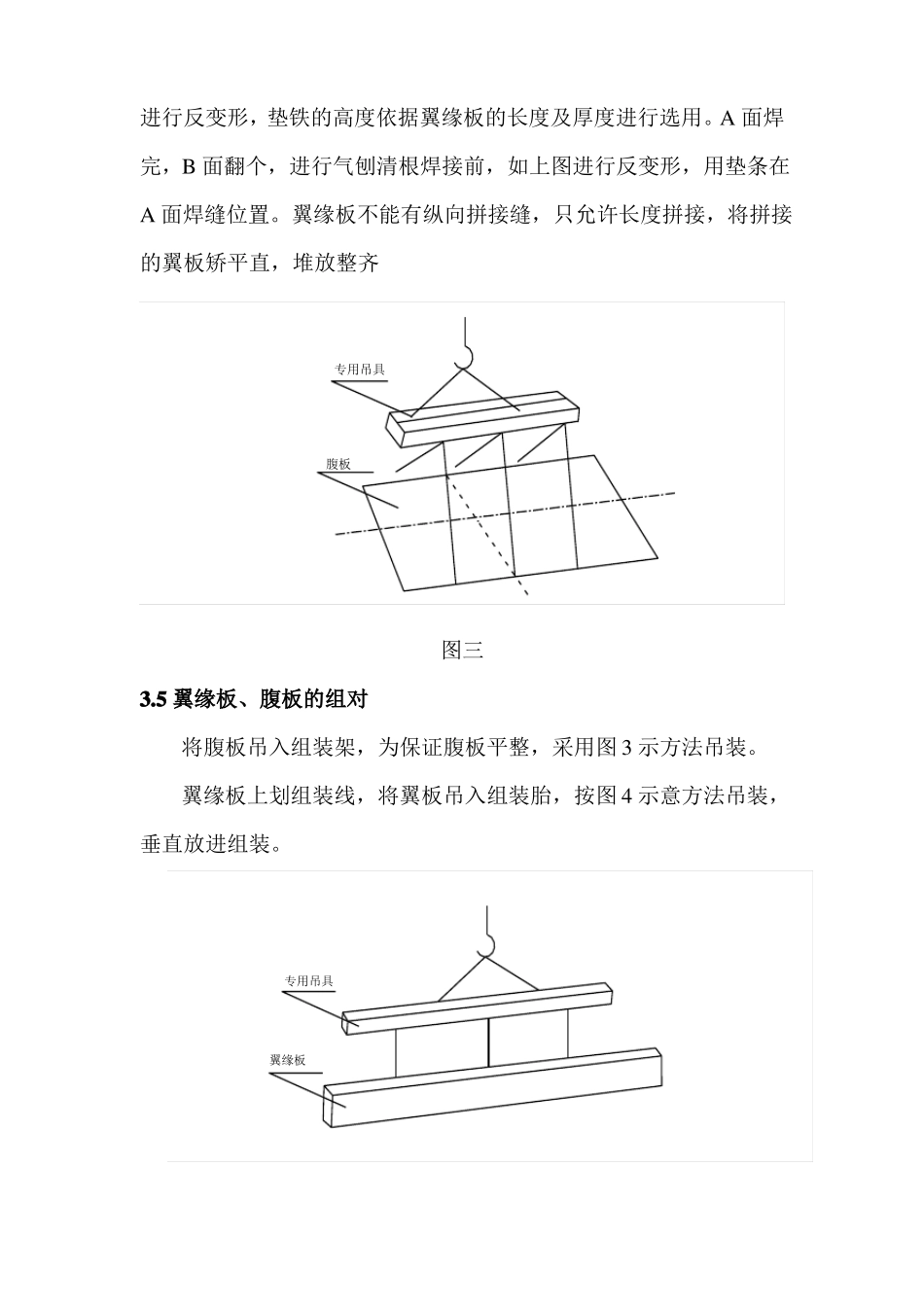
翼缘板不能有纵向拼接缝,只允许长度拼接,将拼接的翼板矫平直,堆放整齐图三3
5 翼缘板、腹板的组对将腹板吊入组装架,为保证腹板平整,采用图 3 示方法吊装
翼缘板上划组装线,将翼板吊入组装胎,按图 4 示意方法吊装,垂直放进组装
专用吊具腹板专用吊具翼缘板按组装线将腹板、翼板在组装胎具上点焊加固,吊装胎具吊装时,按图 5 示方法吊出组装架
6 焊接钢柱、钢梁是由四条T 形角焊缝焊接,而钢柱、钢梁的重量、板厚、焊接线能大等原因会产生焊接应力,导致翼缘板的角变形和挠曲变形
挠曲变形中有上拱或下挠以及左(右)旁弯,处理不当还可能产品难以矫正的扭曲变形
因此,除制造