电气控制与 PLC课程设计说明书题目:某组合机床的电气控制系统设计专业班级:姓名:学号:指导教师:目录21 系统概述 3
2 方案论证 4
3 硬件设计 6
1 系统的原理方框图 6
2 主电路 6
3I/O 分配 93
3 I/O 接线图 113
4 元器件选型 114 软件设计 134
1 主流程 134
2 梯形图 155 系统调试 16设计心得 18参考文献 19附电气控制原理图 2031系统概述组合机床是以通用部件为基础,配以按工件特定形状和加工工艺设计的专用部件和夹具,组成的半自动或自动专用机床
组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方式,生产效率比通用机床高几倍至几十倍
由于通用部件已经标准化和系列化,可根据需要灵活配置,能缩短设计和制造周期
因此,组合机床兼有低成本和高效率的优点,在大批、大量生产中得到广泛应用,并可用以组成自动生产线
组合机床一般用于加工箱体类或特殊形状的零件
加工时,工件一般不旋转,由刀具的旋转运动和刀具与工件的相对进给运动,来实现钻孔、扩孔、锪孔、铰孔、镗孔、铣削平面、切削内外螺纹以及加工外圆和端面等
有的组合机床采用车削头夹持工件使之旋转,由刀具作进给运动,也可实现某些回转体类零件(如飞轮、汽车后桥半轴等)的外圆和端面加工
随着 PLC 控制技术日益成熟并得到越来越广泛的应用,利用原有的继电器—接触器控制电路设计 PLC 控制系统,或直接进行 PLC 控制系统的设计,都能很好地满足组合机床自动化控制的要求
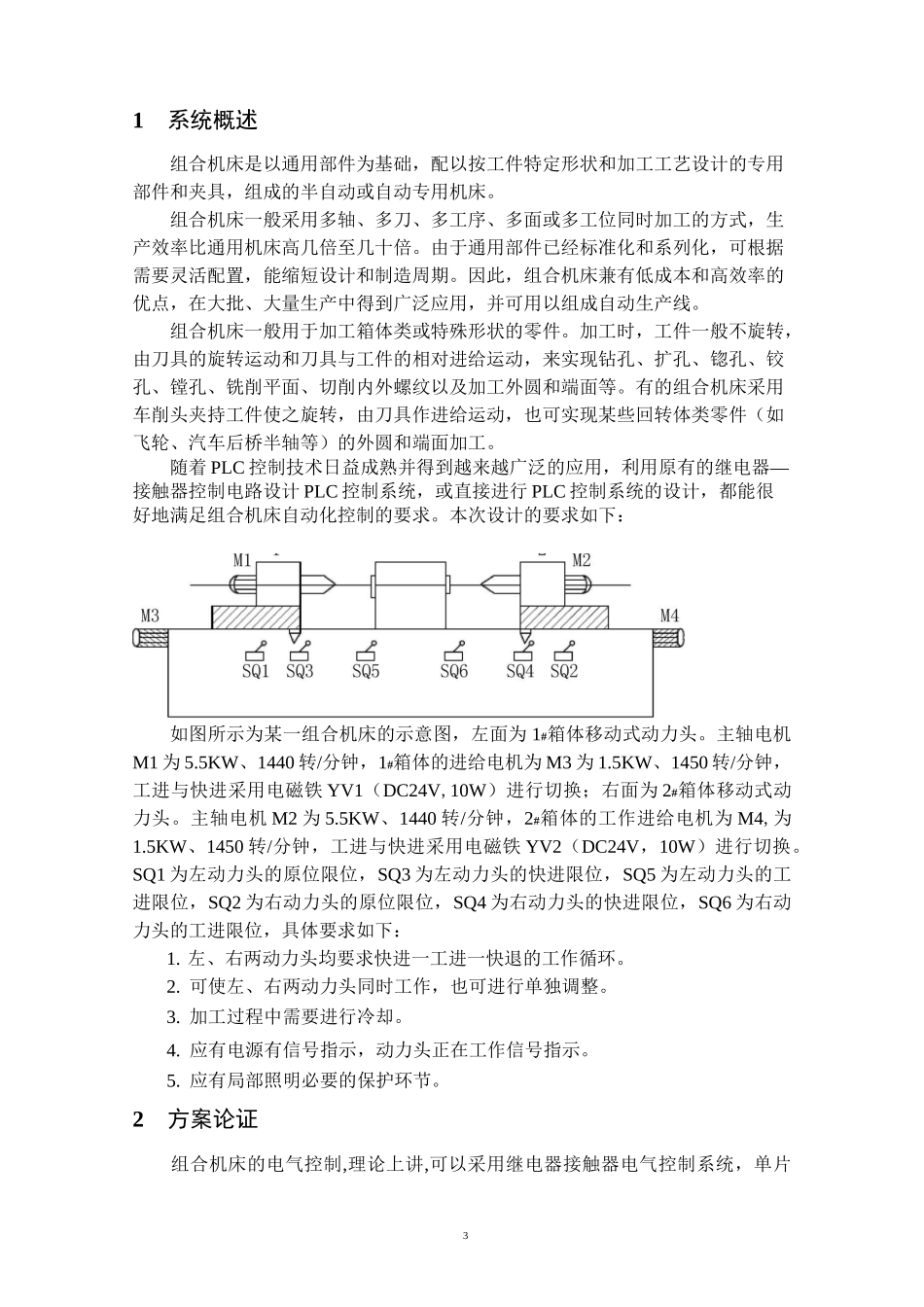
本次设计的要求如下:如图所示为某一组合机床的示意图,左面为 1#箱体移动式动力头
主轴电机M1 为 5
5KW、1440 转/分钟,1#箱体的进给电机为 M3 为 1
5KW、1450 转/分钟,工进与快进采用电磁铁 YV1(DC24V,10W)进行切换;右面为 2#箱体移动式动力头
主轴电机 M2