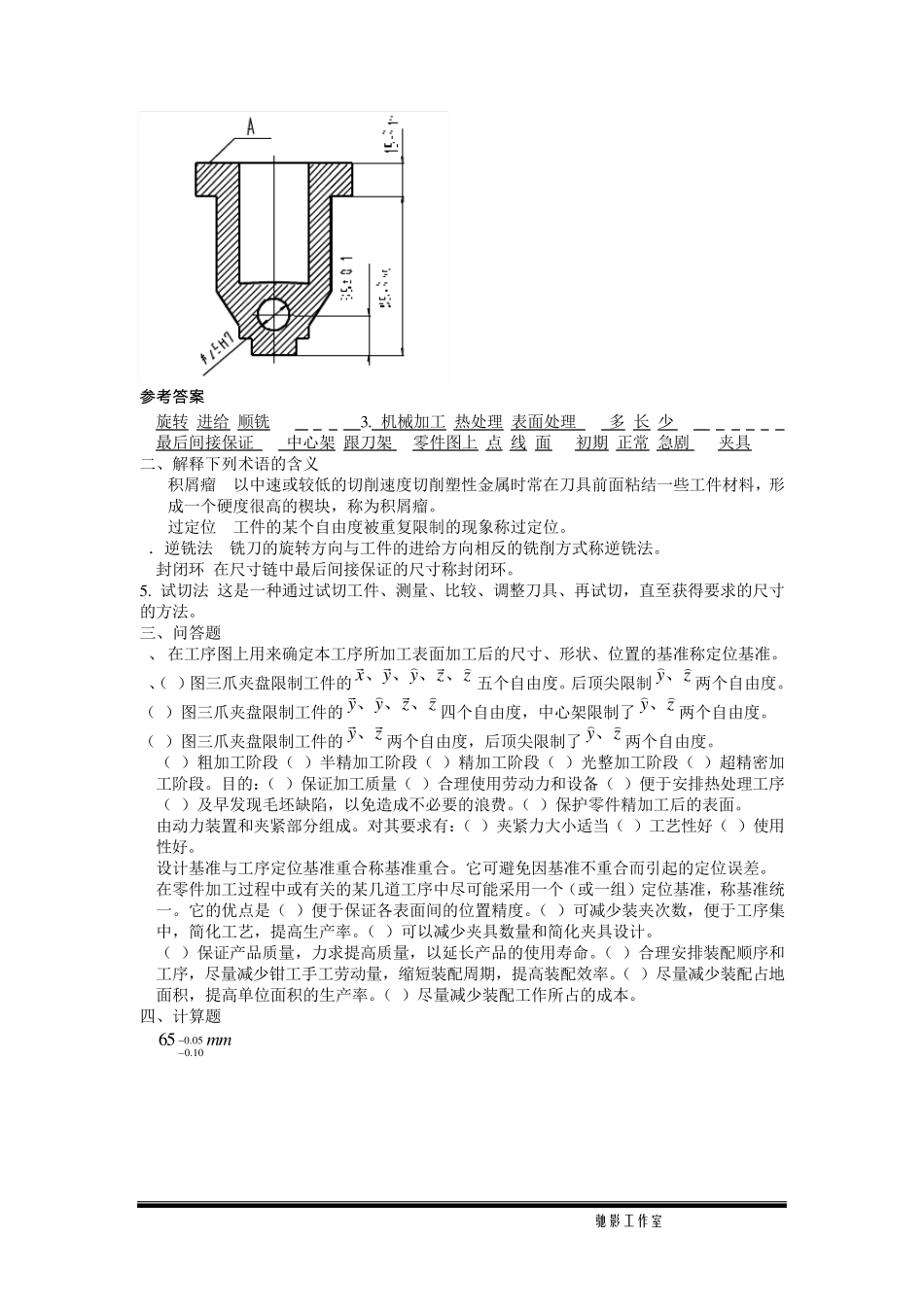
驰影工作室 试卷1 1
粗加工时,切削用量一般以提高 、降低 为主
精加工时,应以保证 为主,兼顾 与
加工精度是指加工后零件在 、 、 等方面与理想零件的符合程度
轴类零件一般采用 作定位基准
精基准的选择,主要考虑如何保证加工表面之间的 、 和
在装配精度即定的情况下,组成环数越 ,则组成环所分配到的公差值就越 ,零件加工越经济
在尺寸链中,当其余组成环不变时,将某一环 或 封闭环却随之 或 该环称之为减环
主要支承用来限制工件的
辅助支承用来提高工件 的 和 ,不起 作用
斜楔的自锁条件公式表达式是
零件加工后,在几何尺寸、形状相互位置方面与理想零件的符合程度是
生产率 生产成本 加工质量 生产率 生产成本 2
形状 尺寸 表面相互位置 3
位置精度 尺寸精度 装夹方便 5
增大 减小 减小 增大 8
自由度 装夹刚度 稳定性 定位 9
2110
加工精度 4
表面质量:是指机械加工后零件表面层的几何结构,以及受加工的影响表面层金属与基体金属性质发生变化的情况
三、问答题(每题 7 分 共 4 2 分) 1
选择精加工或半精加工切削用量的原则是什么
在保证加工质量的前提下,兼顾必要的生产率,按工序余量选择合适的 ap,按表面质量要求选择合理的 f,然后在保证刀具合理耐用度和已加工表面质量的前提下选择尽量大的 Vc
何种情况下采用顺铣
何种情况下采用逆铣
粗加工或加工有硬皮的毛坯时,多采用逆铣
精加工时,加工余量小,铣削力小,不易引起工作台窜动,可采用顺铣 3
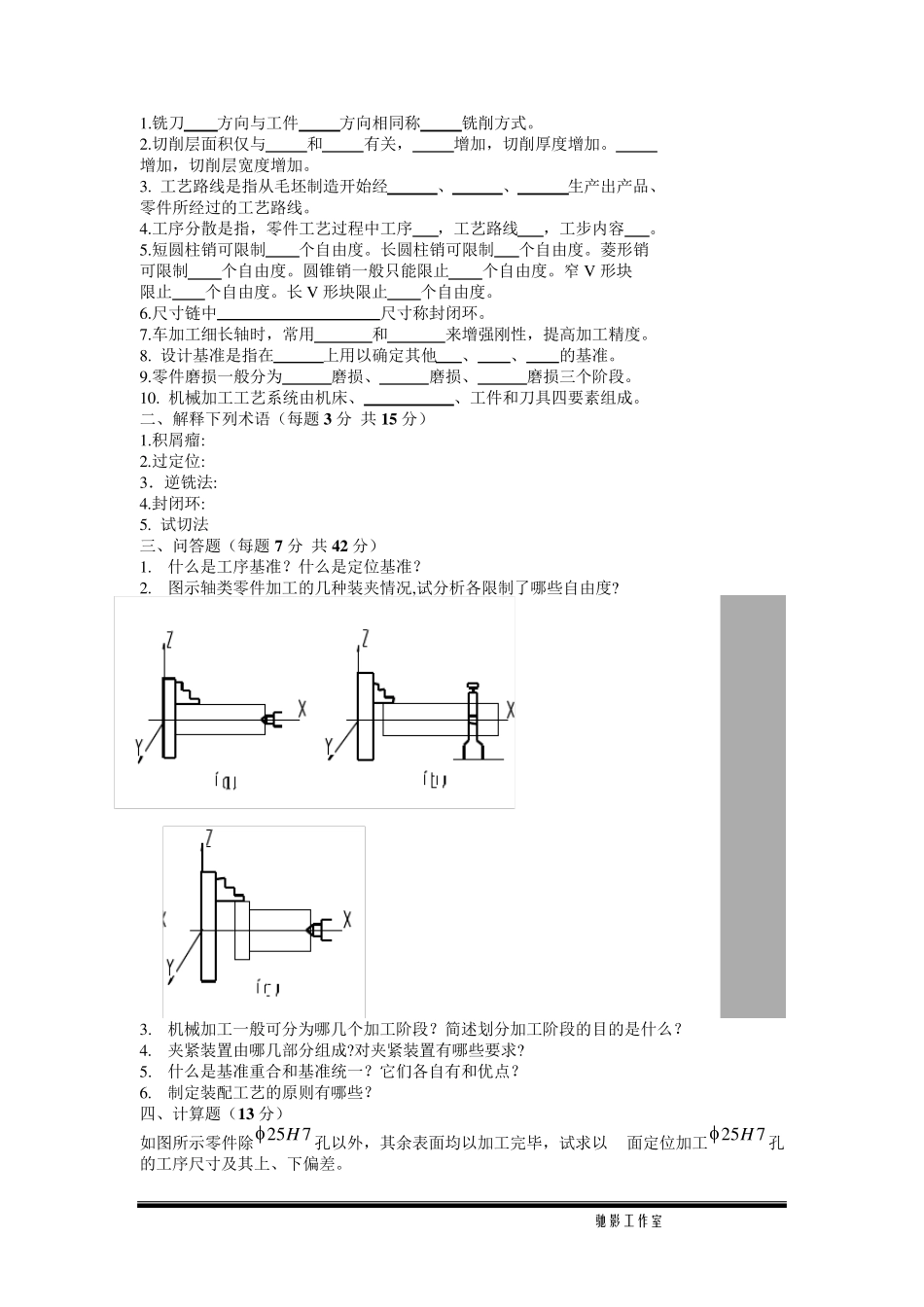
指出下图所示零件需限制的自由度
简述影响加工余量的因素有哪些
(1)上道工序留下来的表面粗糙度及表面缺陷
(2)上道工序的尺寸公差
(3)本工序加工时的安装误差