焊接H 型钢柱制作 0 焊 接 H 型 钢 柱 制 作 焊接H 型钢柱制作 1 工 艺 1
引言 H 型钢柱因其截面多样,可选择性强等特点,被广泛的运用于建筑钢结构领域
但是从加工制作角度考虑,与轧制 H 型钢相比之下,焊接 H 型钢柱具有截面尺寸不精确,外观质量查等缺点
因此,确保焊接 H 型钢截面尺寸;提高外观质量就成了焊接 H 型钢柱制作的关键所在
本文从工艺上对焊接 H 型钢柱的制作进行了全面的阐述
工程概况简介 本工程为邯钢新区 250t转炉炼钢工程,我公司承接了 D、E、F、G、H、J、K 七列的钢柱制作工程
其中包括双肢柱 112 根(双肢为 H 型截面 32 根,双肢为箱型截面 80 根)
设计技术要求 3
根据设计焊接H型钢柱所用钢材主要分Q345C和Q345B两种,板厚 20~80 m m 不等
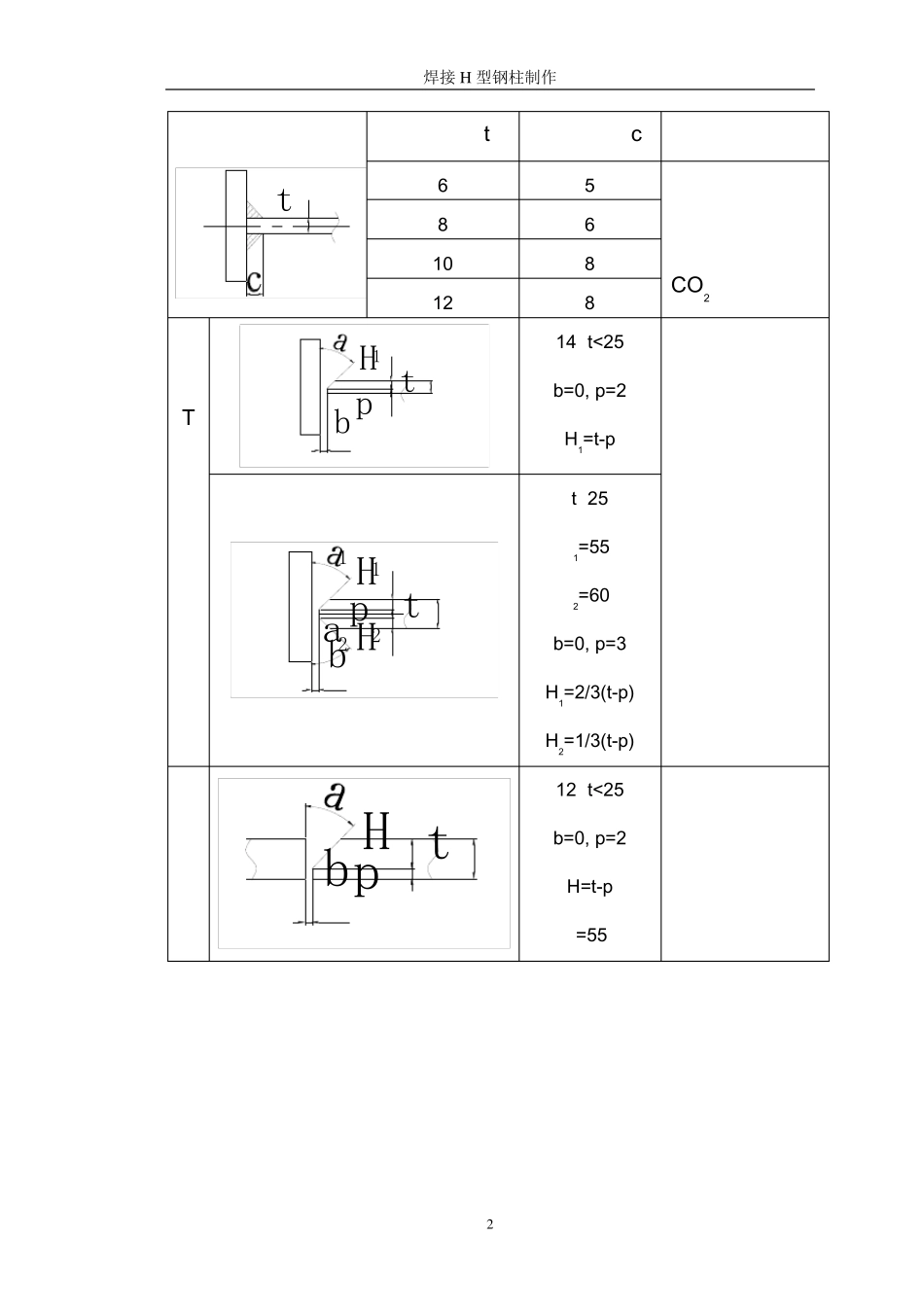
2 焊接方法及坡口(见表 1-1)
组合梁焊接方法及坡口 表 1—1 焊接H 型钢柱制作 2 贴角焊t腹板厚度(t) 焊脚高度(c) 焊接方法 6 5 手工电弧焊 埋弧焊 CO2气体保护焊 8 6 10 8 12 8 T型熔透焊缝 Hpbt1 14≤t