②H 型钢船型位置熔透焊缝自动埋弧焊焊接 在焊接工艺上主要采取气保焊打底,埋弧自动焊填充及盖面,在船形位置施焊,过程中应着重注意以下几点: a
焊接顺序应为:大坡口面打底焊一道,打底厚度根据板厚为 10~20mm;反面碳弧气刨清根后,打底焊一道,打底厚度根据板厚为 15~30mm,然后,填充、盖面;翻身后进行焊缝的填充、盖面
在具体的施焊过程中,根据实际焊缝的高度、构件的变形情况,加强构件翻身的次数,防止扭曲变形
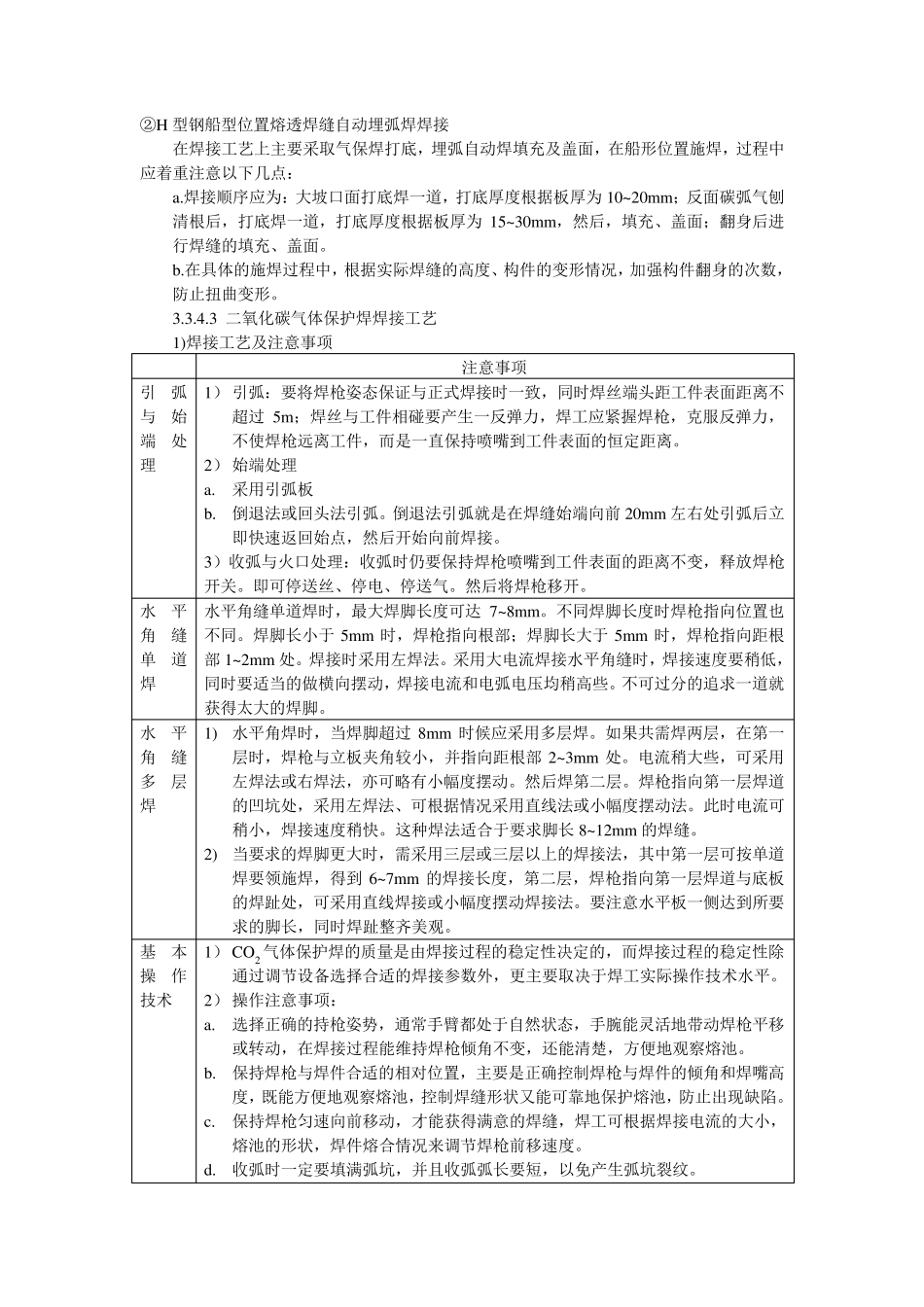
3 二氧化碳气体保护焊焊接工艺 1)焊接工艺及注意事项 注意事项 引弧与始端处理 1) 引弧:要将焊枪姿态保证与正式焊接时一致,同时焊丝端头距工件表面距离不超过 5m;焊丝与工件相碰要产生一反弹力,焊工应紧握焊枪,克服反弹力,不使焊枪远离工件,而是一直保持喷嘴到工件表面的恒定距离
2) 始端处理 a
采用引弧板 b
倒退法或回头法引弧
倒退法引弧就是在焊缝始端向前 20mm 左右处引弧后立即快速返回始点,然后开始向前焊接
3)收弧与火口处理:收弧时仍要保持焊枪喷嘴到工件表面的距离不变,释放焊枪开关
即可停送丝、停电、停送气
然后将焊枪移开
水平角缝单道焊 水平角缝单道焊时,最大焊脚长度可达 7~8mm
不同焊脚长度时焊枪指向位置也不同
焊脚长小于 5mm 时,焊枪指向根部;焊脚长大于 5mm 时,焊枪指向距根部 1~2mm 处
焊接时采用左焊法
采用大电流焊接水平角缝时,焊接速度要稍低,同时要适当的做横向摆动,焊接电流和电弧电压均稍高些
不可过分的追求一道就获得太大的焊脚
水平角缝多层焊 1) 水平角焊时,当焊脚超过 8mm 时候应采用多层焊
如果共需焊两层,在第一层时,焊枪与立板夹角较小,并指向距根部 2~3mm 处
电流稍大些,可采用左焊法或右焊法,亦可略有小幅度摆动
然后焊第二层
焊枪指向第一层焊道的凹坑处,采用左焊法、可根据