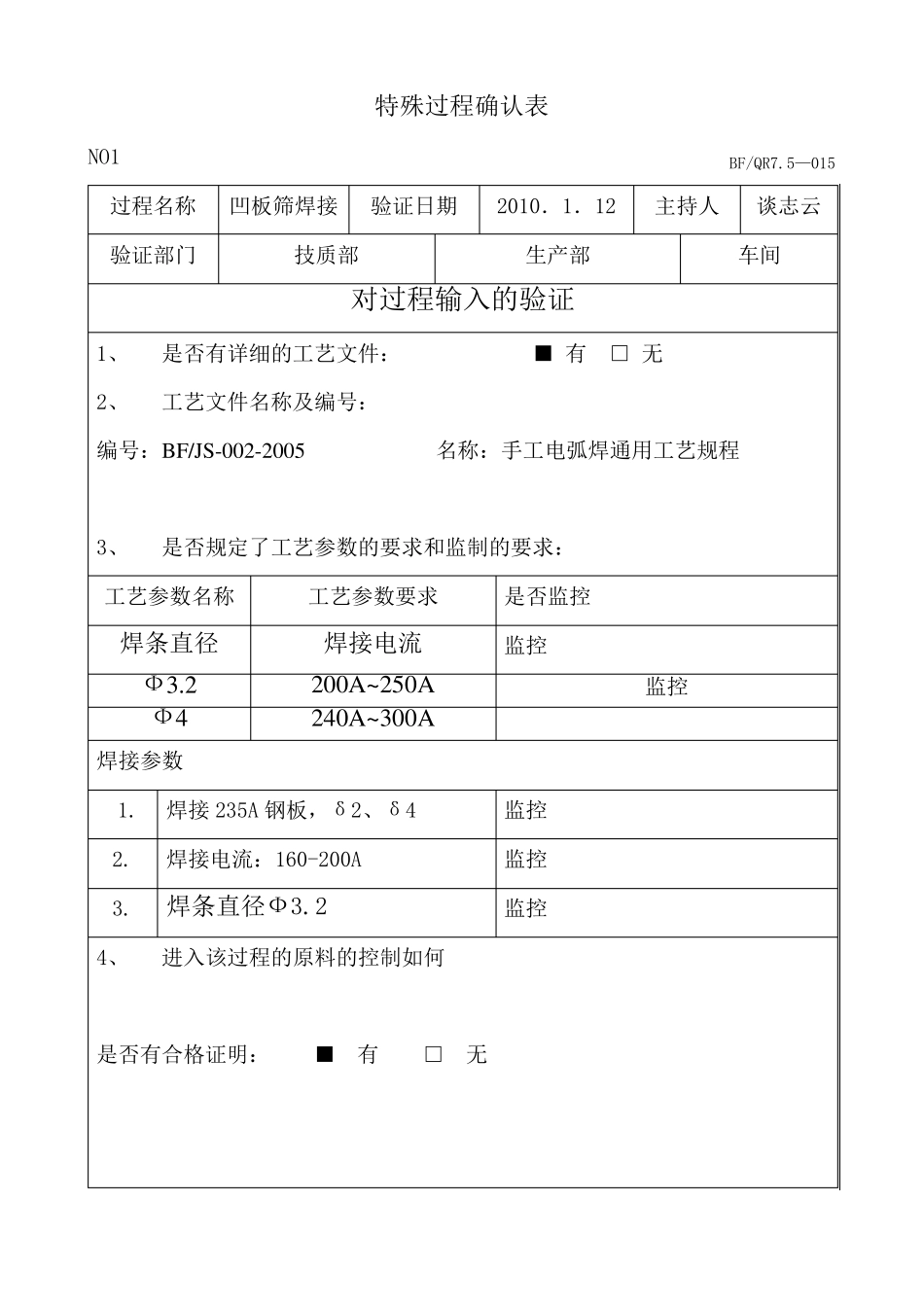
特殊过程确认表 NO1 BF/QR7
5—015 过程名称 凹板筛焊接 验证日期 2010.1.12 主持人 谈志云 验证部门 技质部 生产部 车间 对过程输入的验证 1、 是否有详细的工艺文件: ■ 有 □ 无 2、 工艺文件名称及编号: 编号:BF/JS-002-2005 名称:手工电弧焊通用工艺规程 3、 是否规定了工艺参数的要求和监制的要求: 工艺参数名称 工艺参数要求 是否监控 焊条直径 焊接电流 监控 Ф3
2 200A~250A 监控 Ф4 240A~300A 焊接参数 1
焊接235A 钢板,δ2、δ4 监控 2
焊接电流:160-200A 监控 3
焊条直径Ф3
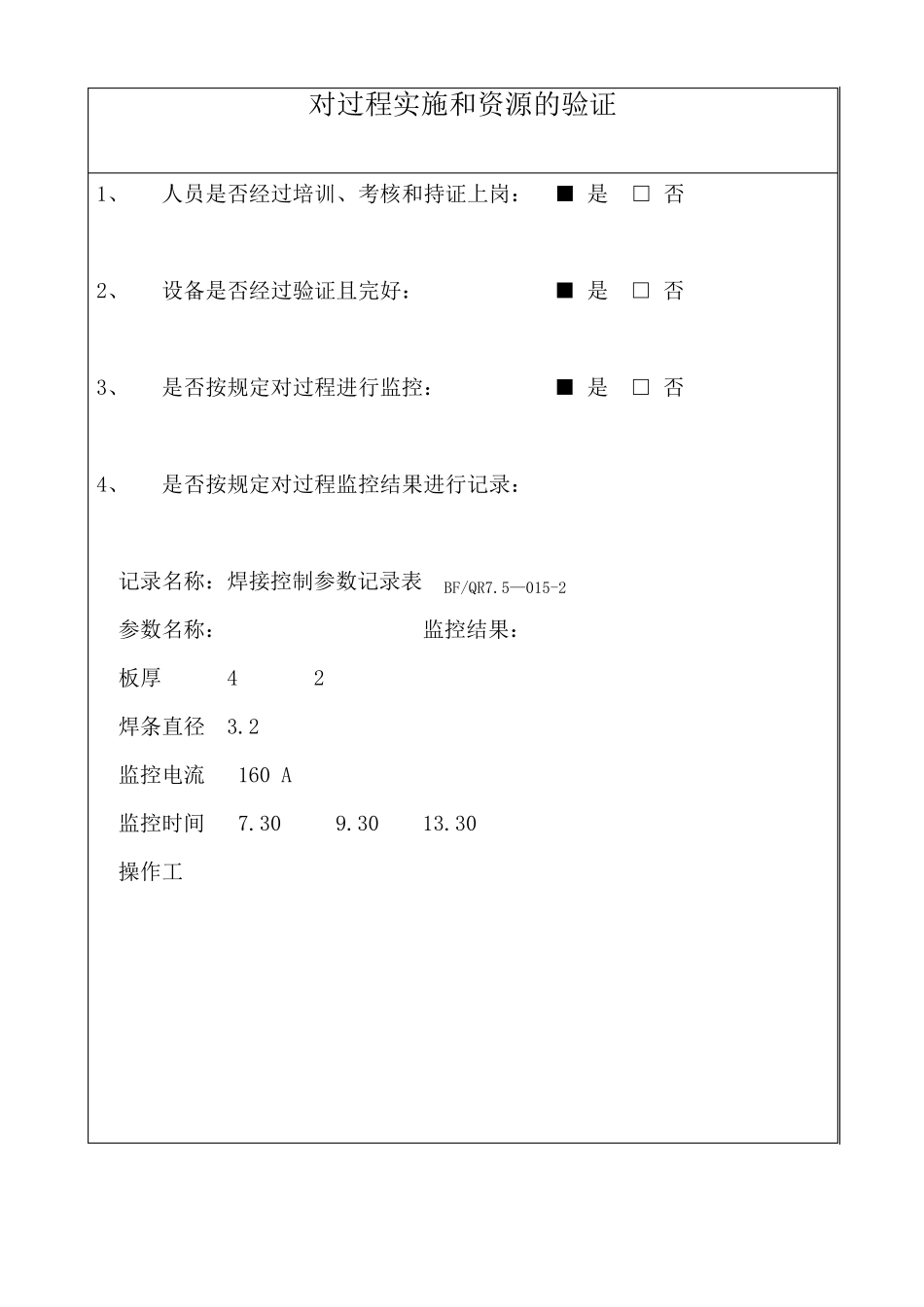
2 监控 4、 进入该过程的原料的控制如何 是否有合格证明: ■ 有 □ 无 对过程实施和资源的验证 1、 人员是否经过培训、考核和持证上岗: ■ 是 □ 否 2、 设备是否经过验证且完好: ■ 是 □ 否 3、 是否按规定对过程进行监控: ■ 是 □ 否 4、 是否按规定对过程监控结果进行记录: 记录名称:焊接控制参数记录表 BF/QR7
5—015-2 参数名称: 监控结果: 板厚 4 2 焊条直径 3
2 监控电流 160 A 监控时间 7
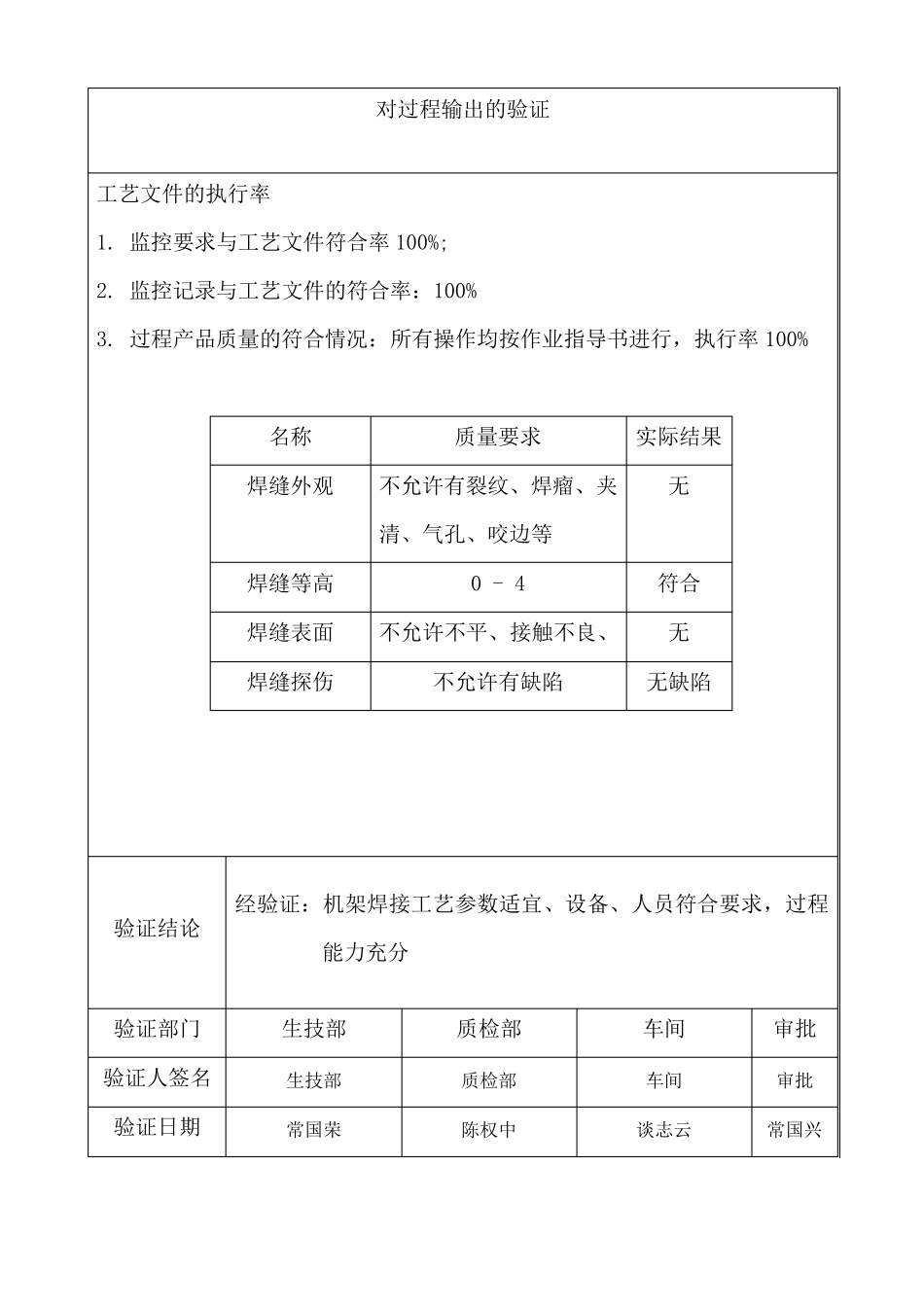
30 操作工 对过程输出的验证 工艺文件的执行率 1
监控要求与工艺文件符合率100%; 2
监控记录与工艺文件的符合率:100% 3
过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100% 名称 质量要求 实际结果 焊缝外观 不允许有裂纹、焊瘤、夹清、气孔、咬边等 无 焊缝等高 0 - 4 符合 焊缝表面 不允许不平、接触不良、 无 焊缝探伤 不允许有缺陷 无缺陷 验证结论 经验证:机架焊接工艺参数适宜、设备、人员符合要求,过程能力充分 验证部门 生技部 质检部 车间 审批 验证人签名 生技部 质检部 车间