1 《生产运作管理》课程设计 1 采用累计编号法编制 CW J 产品全年的投入产出计划 南方工程机器有限公司拟采用累计编号法编制2009 年度CWJ 型产品的投入产出计划,该产品2009 年度各月的商品出产计划见表1: 表1 CWJ 型产品2009 年度各月出产计划 月份 1 2 3 4 5 6 7 8 9 10 11 12 产品出产量 方 案 9 25 25 25 25 25 25 25 25 25 25 25 25 产品的加工工艺流程及各环节的生产周期如图1 所示: 2 4 0 2 2 5 2 1 0 1 9 5 1 8 0 1 6 5 1 5 0 1 3 5 1 2 0 1 0 5 9 0 7 5 6 0 4 5 3 0 1 5 铸 件 9 0 冷 作 9 0 装 配 6 0 锻 件 9 0 油漆 3 0 冲 压 9 0 一 金 工 9 0 二 金 工 9 0 图1 CWJ 型产品加工工艺流程及各环节生产周期 1
1 计算各生产环节的投入产出提前期 知识准备:生产提前期是指产品(毛坯、零部件)在各个工艺阶段出产或投入的日期比成品出产的日期应提前的时间
产品装配出产日期是计算提前期的起点,生产周期和生产间隔期是计算提前期的基础
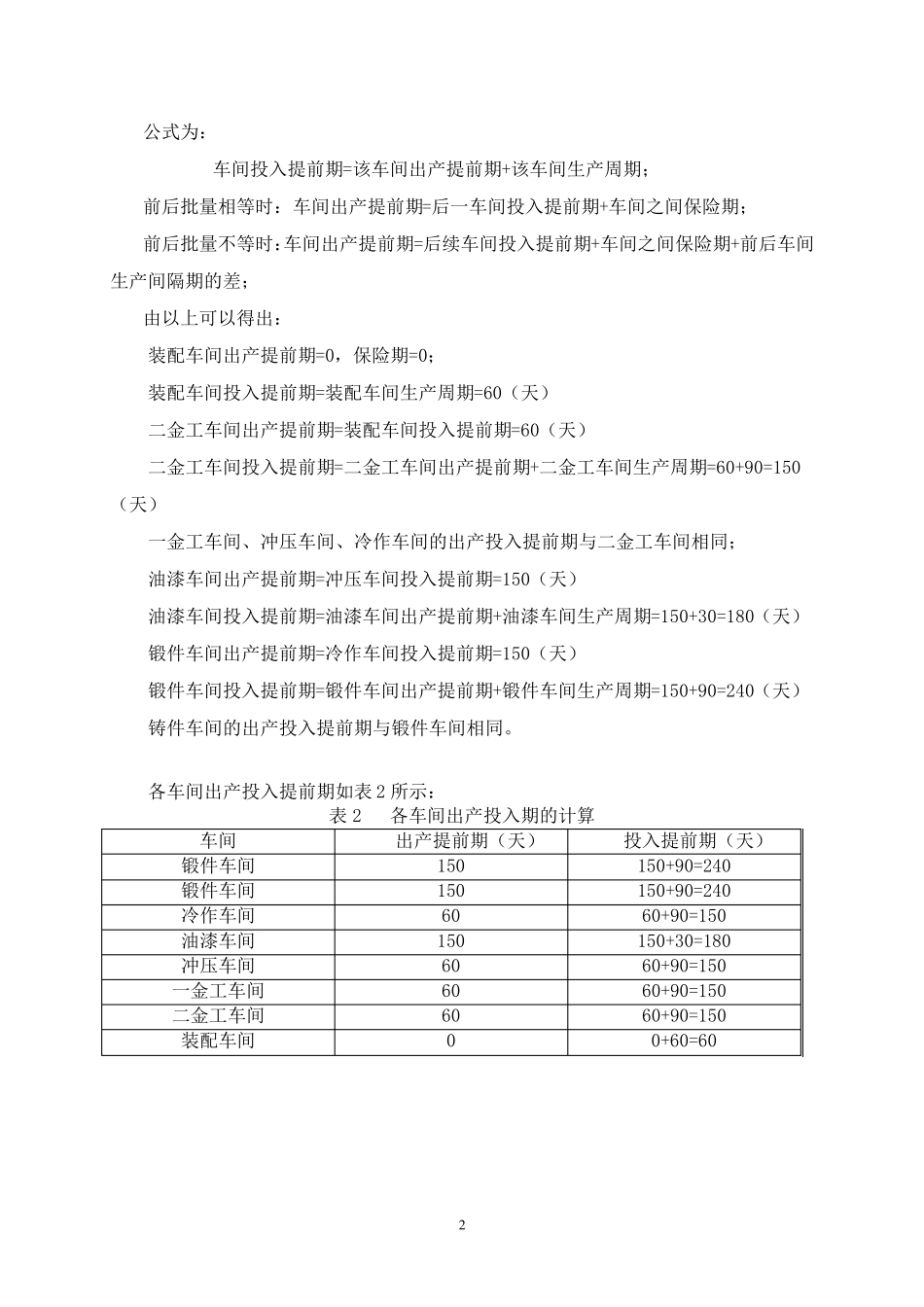
2 公式为: 车间投入提前期=该车间出产提前期+该车间生产周期; 前后批量相等时:车间出产提前期=后一车间投入提前期+车间之间保险期; 前后批量不等时:车间出产提前期=后续车间投入提前期+车间之间保险期+前后车间生产间隔期的差; 由以上可以得出: 装配车间出产提前期=0,保险期=0; 装配车间投入提前期=装配车间生产周期=60(天) 二金工车间出产提前期=装配车间投入提前期=60(天) 二金工车间投入提前期=二金工车间出产提前期+二金工车间生产周期=60+90=150(天) 一金工车间、冲压车间、冷作车间的出产投入提前期与二金工车间相同; 油漆