1 生产件批准控制程序(PPAP) 版本/修改码:A/0 Q/ZC
P15-2009 1 目的 规范产品批准过程,为公司适应顾客的要求履行产品批准程序提供指导
2 范围 适用于本公司开发的新产品或产品发生更改时,对顾客要求的生产件批准的控制(PPAP)
对没有ISO/TS16949:2009要求的顾客,可以不实施本程序,只要按顾客的要求提交样品和有关文件
本程序的要求同样适用于对供方生产件批准程序的控制
3 定义 3
1生产件 在生产现场,使用正式生产工装、量具、材料、操作者、环境和过程参数制造的零件
2 批(产品批) 由同样生产条件下生产的产品组成的单元
3 生产件批准程序(PPAP) 产品/零件的顾客确认程序
4 职责 4
1 产品工程部负责生产件批准的归口管理,并负责对供方产品/零件的生产件批准
2 营销部负责将产品批准所需的资料和实物提交顾客评审与批准
3 各部门在生产件批准时,负责提供产品批准所需的实物、报告和资料
5 要求和工作程序 5
1 提交PPAP 的时机 5
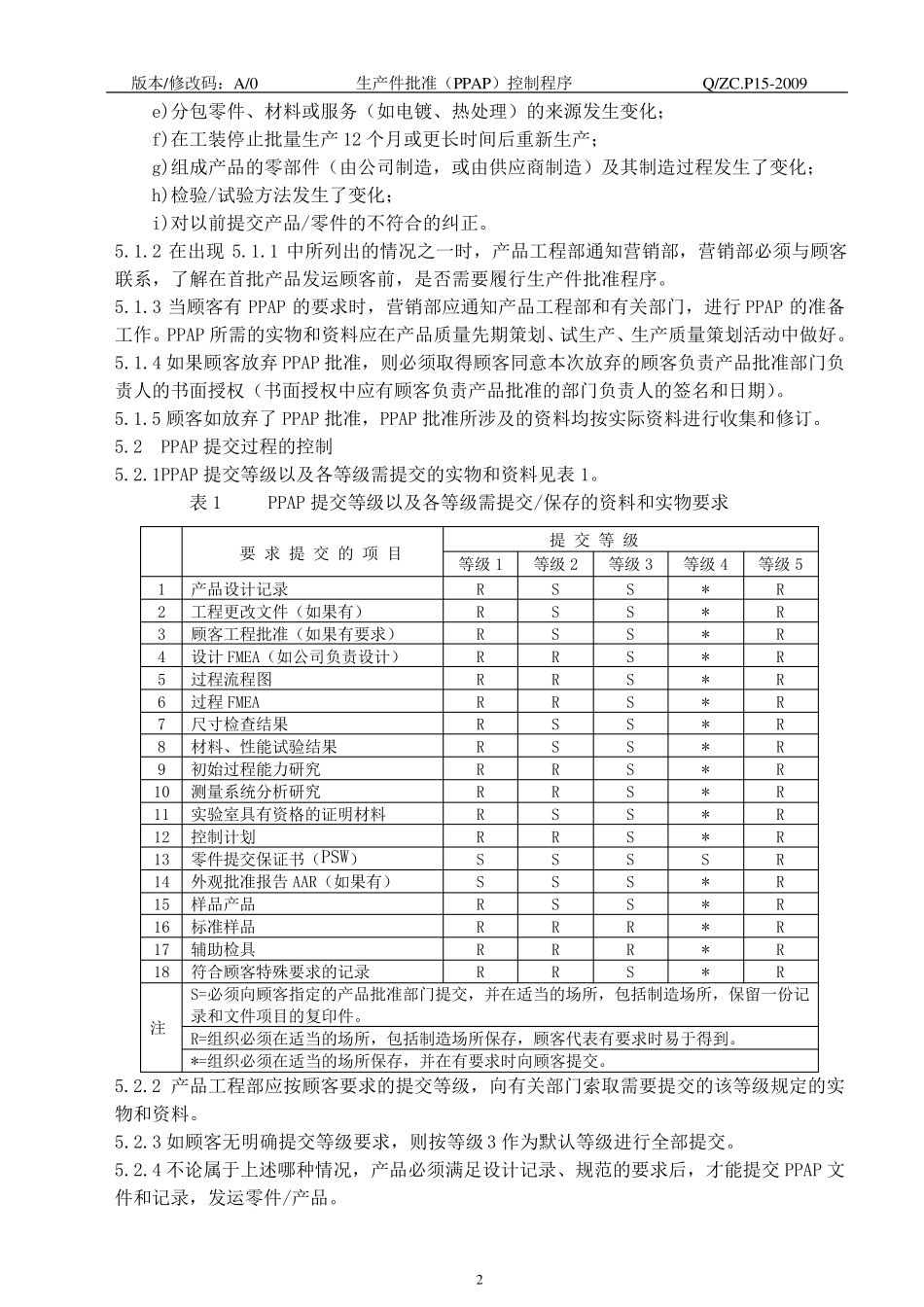
1PPAP 的提交分下列几种情况: 5
1 必须提交PPAP 批准的情况 在下列情况下,公司必须在首批产品发运给顾客前提交PPAP 批准,除非顾客负责产品批准的部门放弃了该要求: a)新的零件或产品; b)对零件做了更改; c)产品设计图样、规范或材料规范的改变使产品发生了变化
2 需通知顾客,由顾客决定提交PPAP 批准的情况 公司必须将下列的任何设计和过程更改通知顾客产品批准部门,由顾客决定是否需提交PPAP 批准: a)已批准过的零件使用了其他可选择的加 工方法 或材料; b)使用了新的或改进 的工装(易 损 工具除外 )、模 具、铸 模 、模 型 等 ,包 括 备 用的工装;c)对现有工装或设备 进 行翻 新或重 新布 置 之 后 进