第七章顺控指令与编程软件 GX 的 SFC 编程 在工业控制中,很多设备的动作都具有一定的顺序,如机械手的物件搬运、流水线的工件分检与包装、安装机械上的流程控制等,这些动作是一步接着一步进行的,如果我们对此类控制按基本指令梯形图的方式设计,不仅复杂困难,而且设计完成的程序无法使操作者理解
针对类似工序步进动作机械控制,PLC 软件中有专门的顺序功能图(Sequ ence Fu nction Chart,简称 SFC)和步进指令
三菱 PLC 可以直接从顺序功能图(SFC)直接写出梯形图,应用十分方便
7 、1 顺序功能图的编程思想及顺序转移图 1、顺序功能图(SFC)的编程思想的引入 在介绍顺序功能图的编程之前,让我们先回顾一下第六章讨论过的例子:小车自动往返控制系统
从这个例子程序的设计中,我们发现了使用经验法及基本指令编制程序存在的一些问题
①工艺动作表达繁琐
②梯形图涉及的联锁关系较复杂,处理起来较麻烦
③梯形图可读性差,如果没有注释,很难从梯形图看出具体控制工艺过程
为此,人们一直在寻求一种易于构思,易于理解的图形程序设计工具
它应有流程图的直观,又有利于复杂控制逻辑关系的分解与综合
这种图就是状态转移图,也叫顺序功能图(SFC)
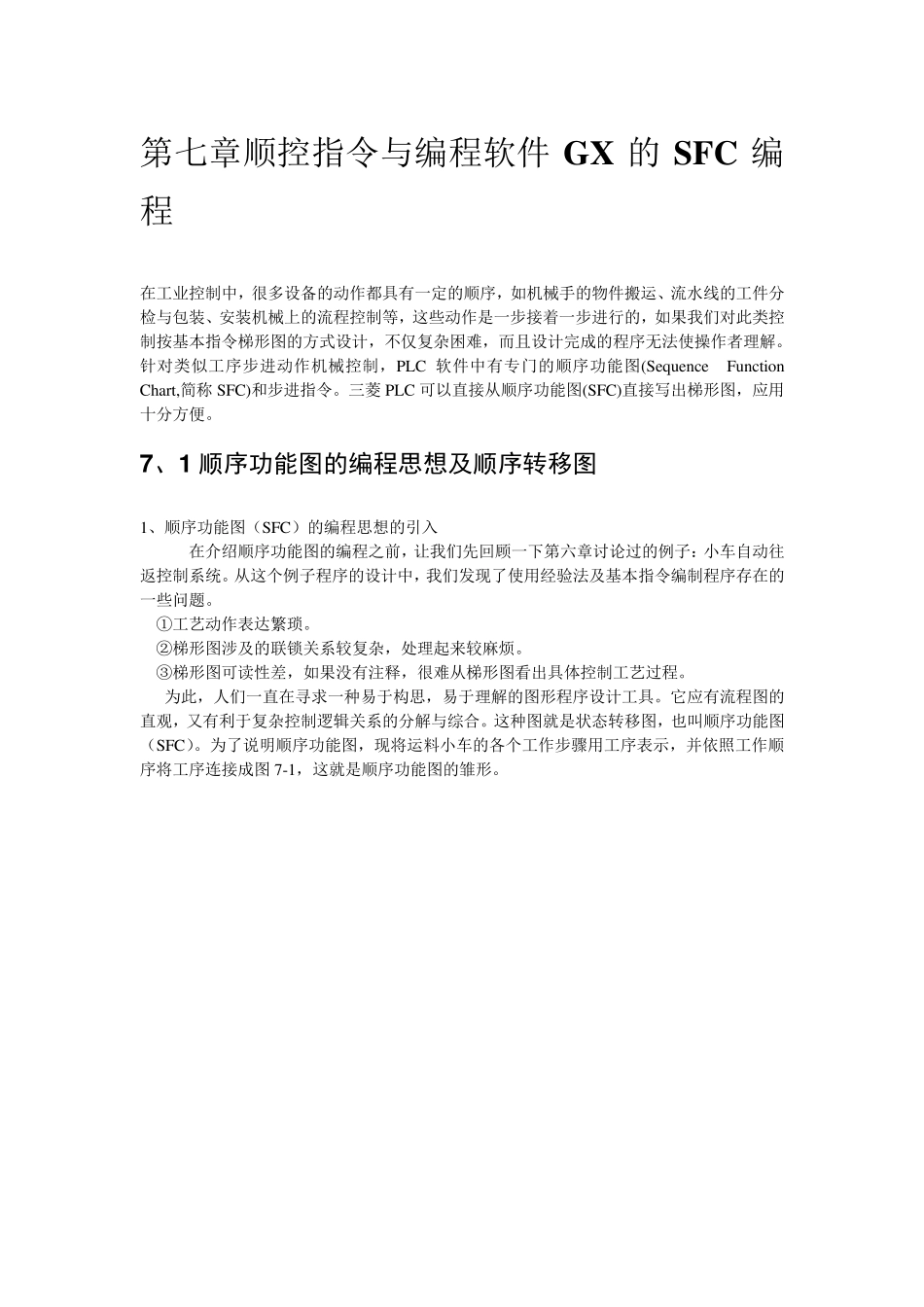
为了说明顺序功能图,现将运料小车的各个工作步骤用工序表示,并依照工作顺序将工序连接成图 7-1,这就是顺序功能图的雏形
从图7-1 可以看到,该图有以下几个特点: ①复杂的控制任务或工作过程分解成了若干个工序
②各个工序的任务明确而具体
③各个工序间的联系清楚,工序间的转换条件直观
④这种图很容易理解,可读性很强,能清晰地反映整个控制过程,能带给编程人员清晰的编程思路
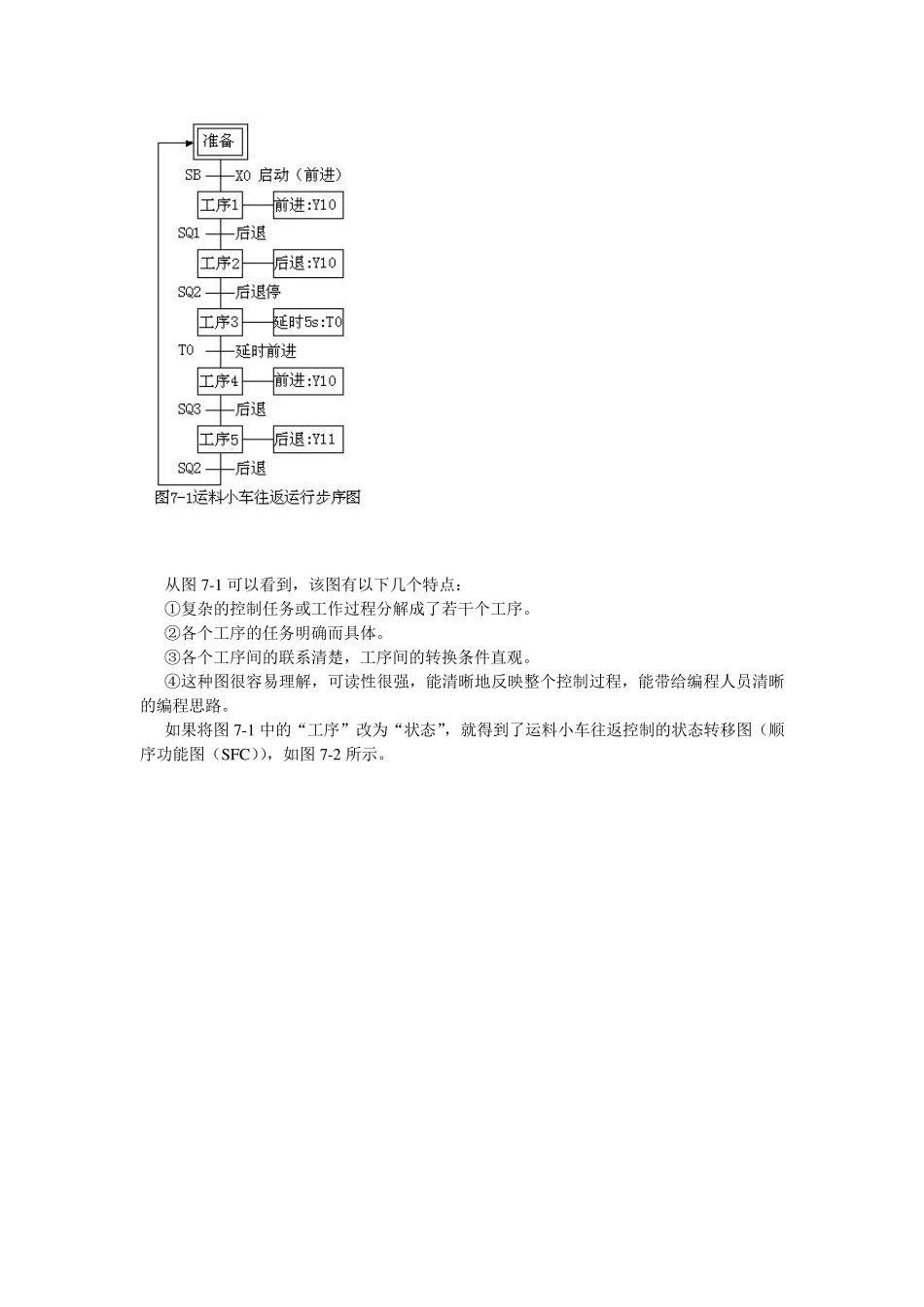
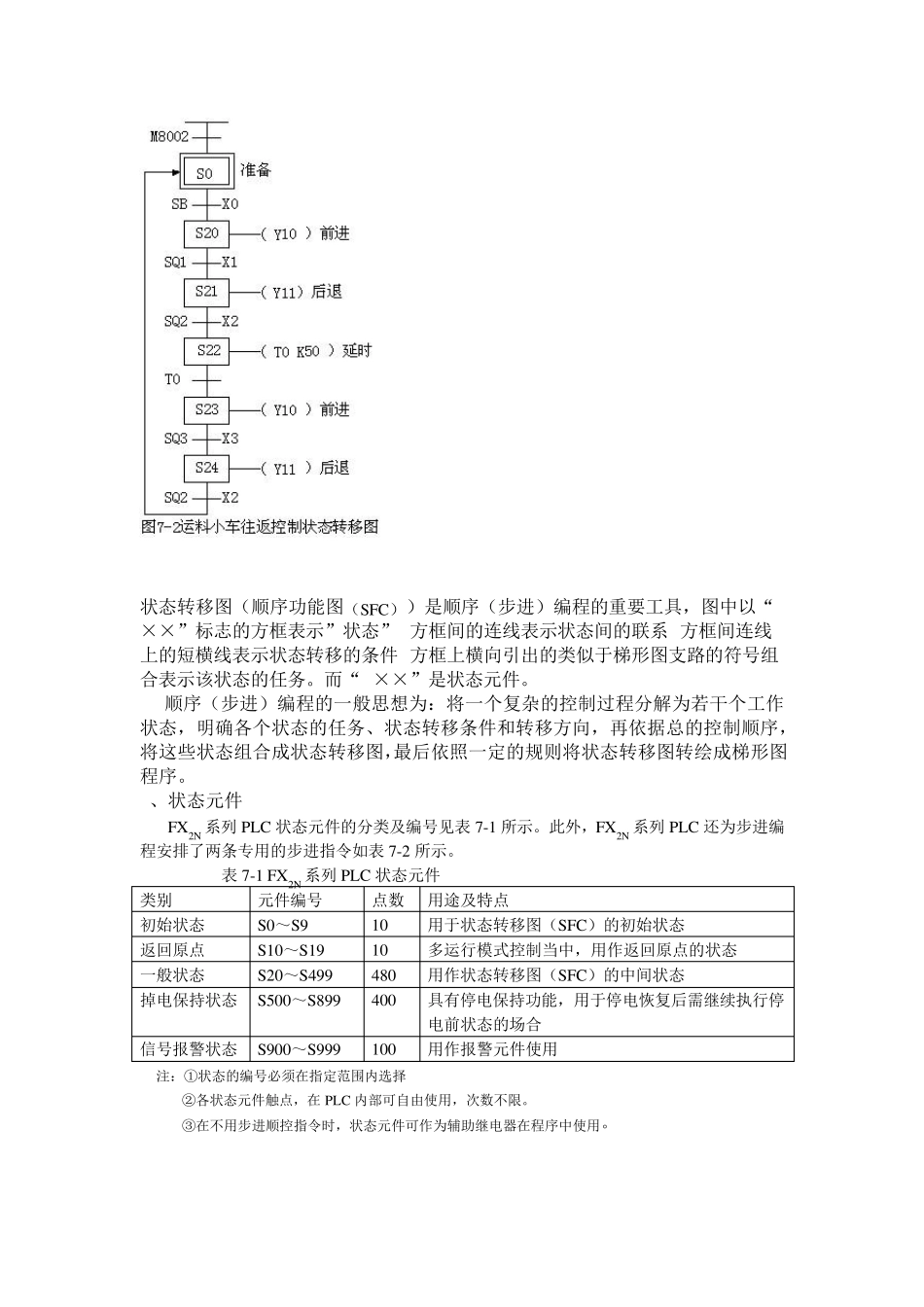
如果将图7-1 中的“工序”改为“状态”,就得到了运料小车往返控制的状态转移图(顺序功能图(SFC)),如图7-2 所示
状态转移图(顺序功能图(SF