目录第 1 章概述 11
1冲床概况及控制要求 11
2设计任务 2第 2 章控制方案论证 32
1继电器方案 32
2单片机方案 32
3PLC 方案 32
4结论 3第 3 章系统硬件设计 43
1控制线路设计 43
11冲床运动原理图 43
12元件选择 4第 4 章系统软件设计 64
1顺序功能图 64
2公用程序设计 74
3手动程序设计 74
4自动程序设计 8结束语 10致谢 11参考文献 12附录 1 梯形图 13附录 2 程序清单 16SQ3④ 上行Y\P5SQ第 1 章概述1
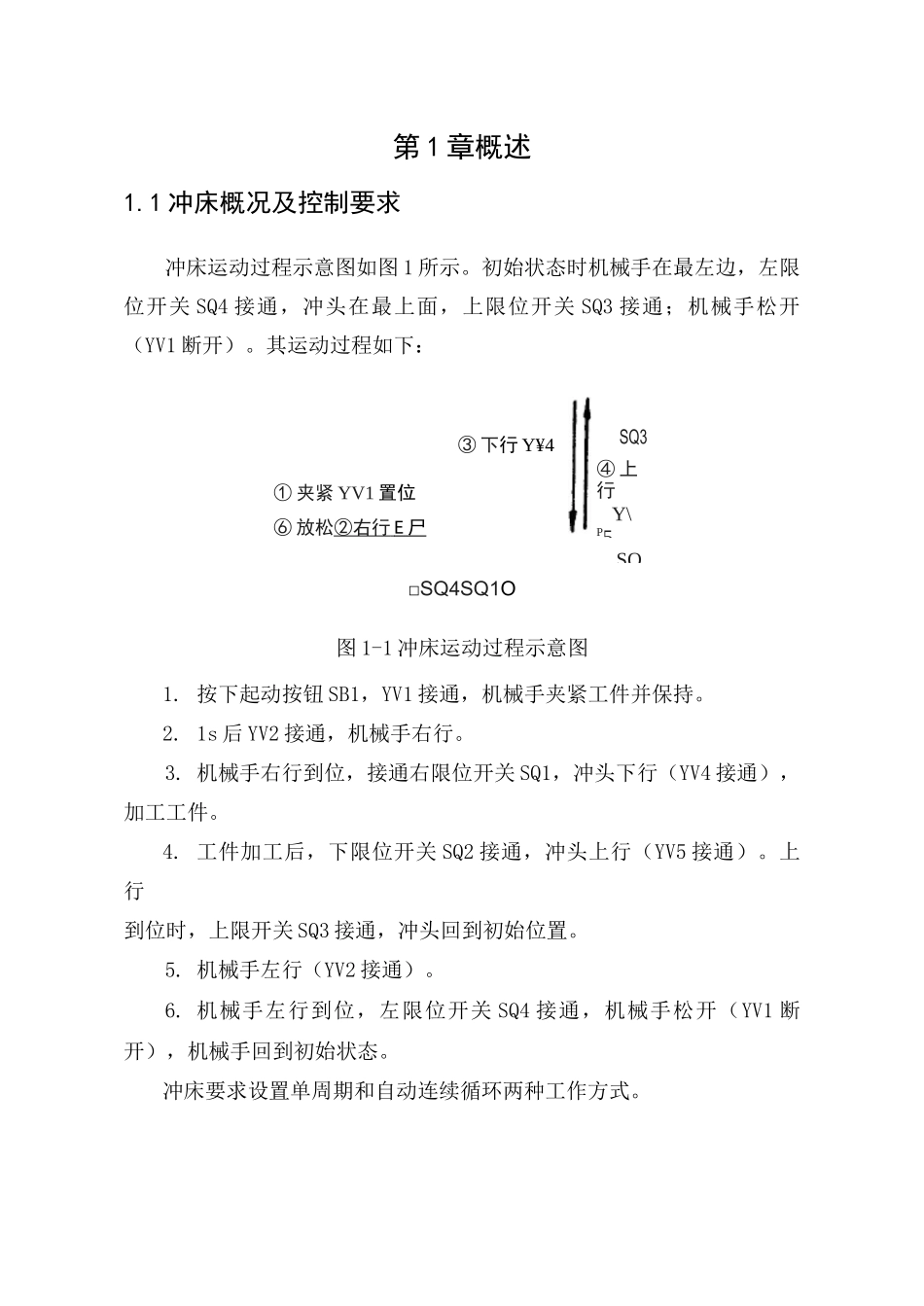
1 冲床概况及控制要求冲床运动过程示意图如图 1 所示
初始状态时机械手在最左边,左限位开关 SQ4 接通,冲头在最上面,上限位开关 SQ3 接通;机械手松开(YV1 断开)
其运动过程如下:③ 下行 Y¥4① 夹紧 YV1 置位⑥ 放松②右行 E 尸 □SQ4SQ1O图 1-1 冲床运动过程示意图1
按下起动按钮 SB1,YV1 接通,机械手夹紧工件并保持
1s 后 YV2 接通,机械手右行
机械手右行到位,接通右限位开关 SQ1,冲头下行(YV4 接通),加工工件
工件加工后,下限位开关 SQ2 接通,冲头上行(YV5 接通)
上行到位时,上限开关 SQ3 接通,冲头回到初始位置
机械手左行(YV2 接通)
机械手左行到位,左限位开关 SQ4 接通,机械手松开(YV1 断开),机械手回到初始状态
冲床要求设置单周期和自动连续循环两种工作方式
2 设计任务1
设计和绘制电气控制原理图或 PCI/O 接线图、功能表图和梯形图,编写指令程序清单
选择电气元件,编制电气元件明细表
设计并绘制工艺图纸(可在下列项目中任选一项):(1) 电气板元件布置图和电气底板零件加工图
(2) 电气板接线图
(3) 控制面板元件布置图、接线图和面板加工