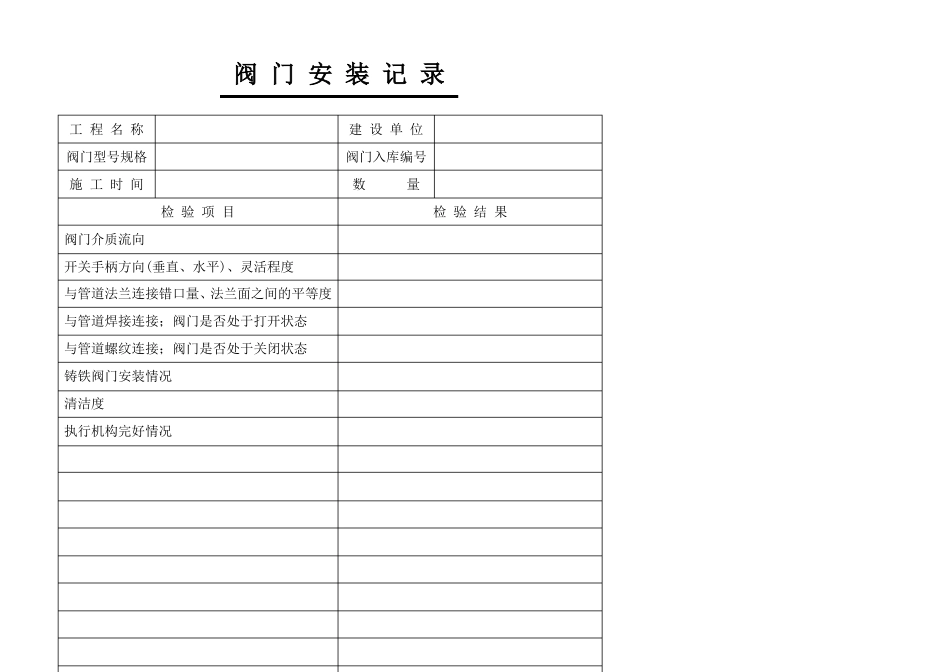
阀 门 安 装 记 录工 程 名 称阀门型号规格施 工 时 间检 验 项 目阀门介质流向开关手柄方向(垂直、水平)、灵活程度建 设 单 位阀门入库编号数量检 验 结 果与管道法兰连接错口量、法兰面之间的平等度与管道焊接连接;阀门是否处于打开状态与管道螺纹连接;阀门是否处于关闭状态铸铁阀门安装情况清洁度执行机构完好情况备注:检验员:施工班(组)长:日期:压力管道安装质量计划编制说明:为确保压力管道安装工程在质量管理与环节控制上严格把关,防止过程失控和检验失漏,明确责任,落实检验责任,特编制制质量计划
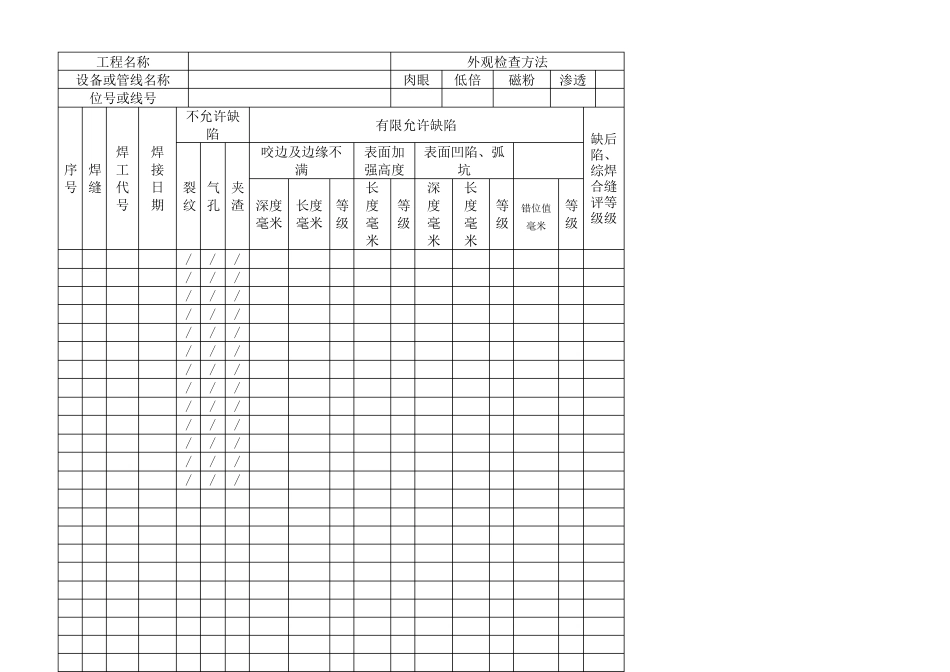
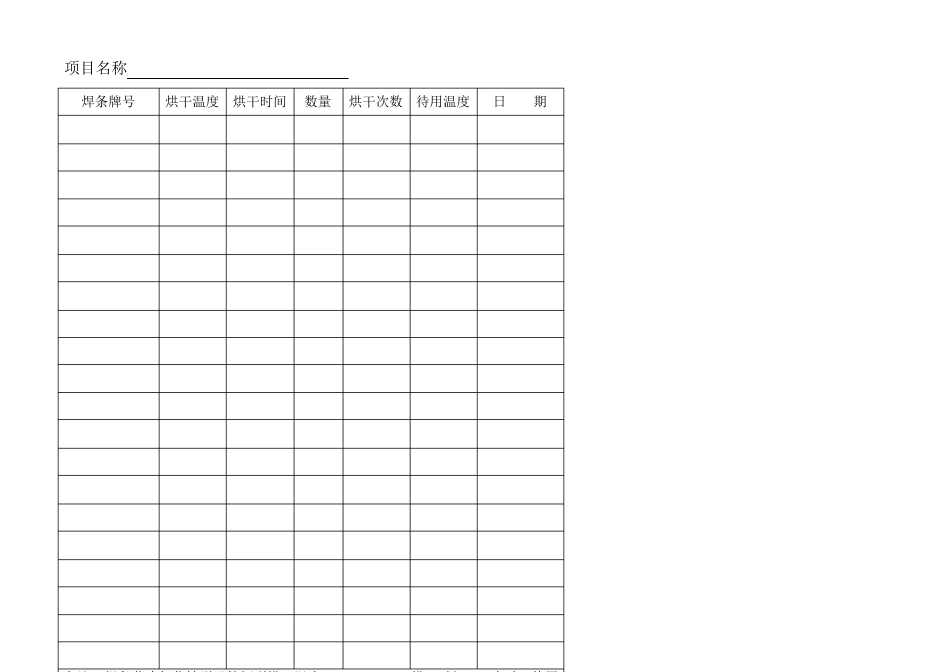
焊接表面质量检查报告报告单编号:年月日工程名称设备或管线名称位号或线号不允许缺陷外观检查方法肉眼低倍磁粉渗透有限允许缺陷表面加表面凹陷、弧强高度坑长深长度等度度等错位值毫级毫毫级毫米米米米缺后陷、综焊合缝等评等级级级焊序 焊工号 缝代号焊咬边及边缘不接满日裂 气 夹期纹 孔 渣 深度长度等毫米毫米级///////////////////////////////////////技术负责人:审核人:检查员:焊 条 烘 干 记 录项目名称焊条牌号烘干温度烘干时间数量烘干次数待用温度日期备注:焊条药皮氧化铁型及钛钙型烘干温度150℃-200℃,烘干时间1-2 小时,待用温度 100℃±20℃
低氧型烘干温度 350℃-400℃,烘干时间 1-2 小时,待用温度 100℃-150℃
烘干记录人:项目焊接保证师:PE 管焊口切割检查记录建设单位名称单位工程名称分项工程名称施 工 单 位检查项目180°弯曲焊缝是否有裂缝120°切割焊口是否有气孔、脱焊质量情况焊口翻边切除检查总焊口数序焊口焊工号编号号规格切除比例检 查内 容结论切除数量规格检 查内 容结论序焊口焊工号编号号监检单位:负责人:建设单位:(或现场监理):年月日负责人:年月日施工单位:项目负责人:项目技术员:项目质量员:年月日沟槽开