分析一下附录中梯形图中换刀的工作原理:一
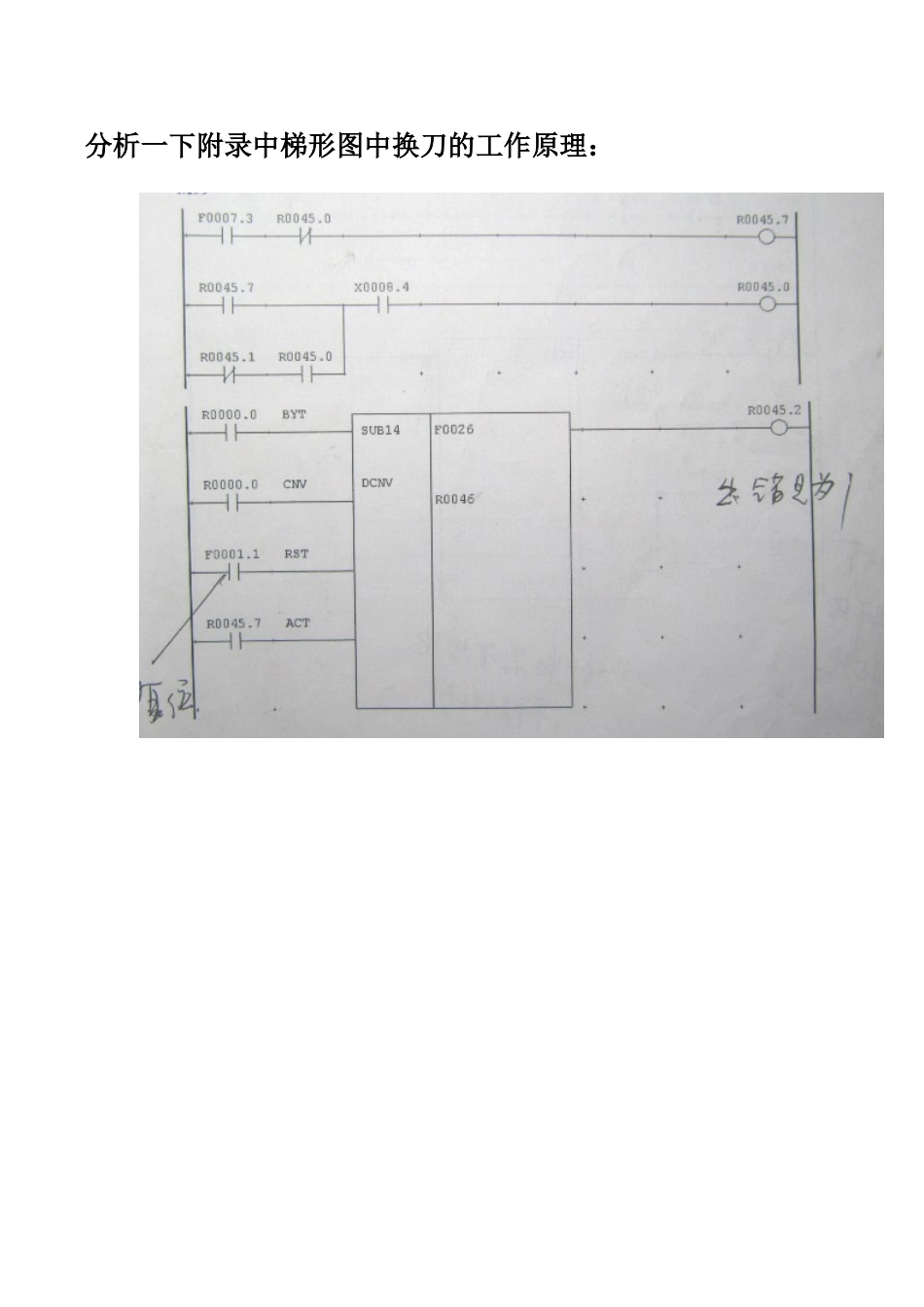
由梯形图选刀,执行TXX指令1
当加工程序执行TXX选刀功能时,则T功能选通信号F7
3为高电平,此时R45
7为高电平,R45
0为高电平,一个周期扫描之后,R45
7变为低电平,则R45
7为一个脉冲信号
DCNV为数据转换指令F26代码中含有要选刀的二进制码,如T13,则为00001101,由于R0
0为1,此时为二进制转换为BCD码,则R46中变为00010011,出错R45
1接通面板上RESET时,F1
1为1,此信号可用复位信号RESET复位变成BCD码的原因有两个:①判别发那科系统只能用BCD码判别②O系统系统只处理BCD码3
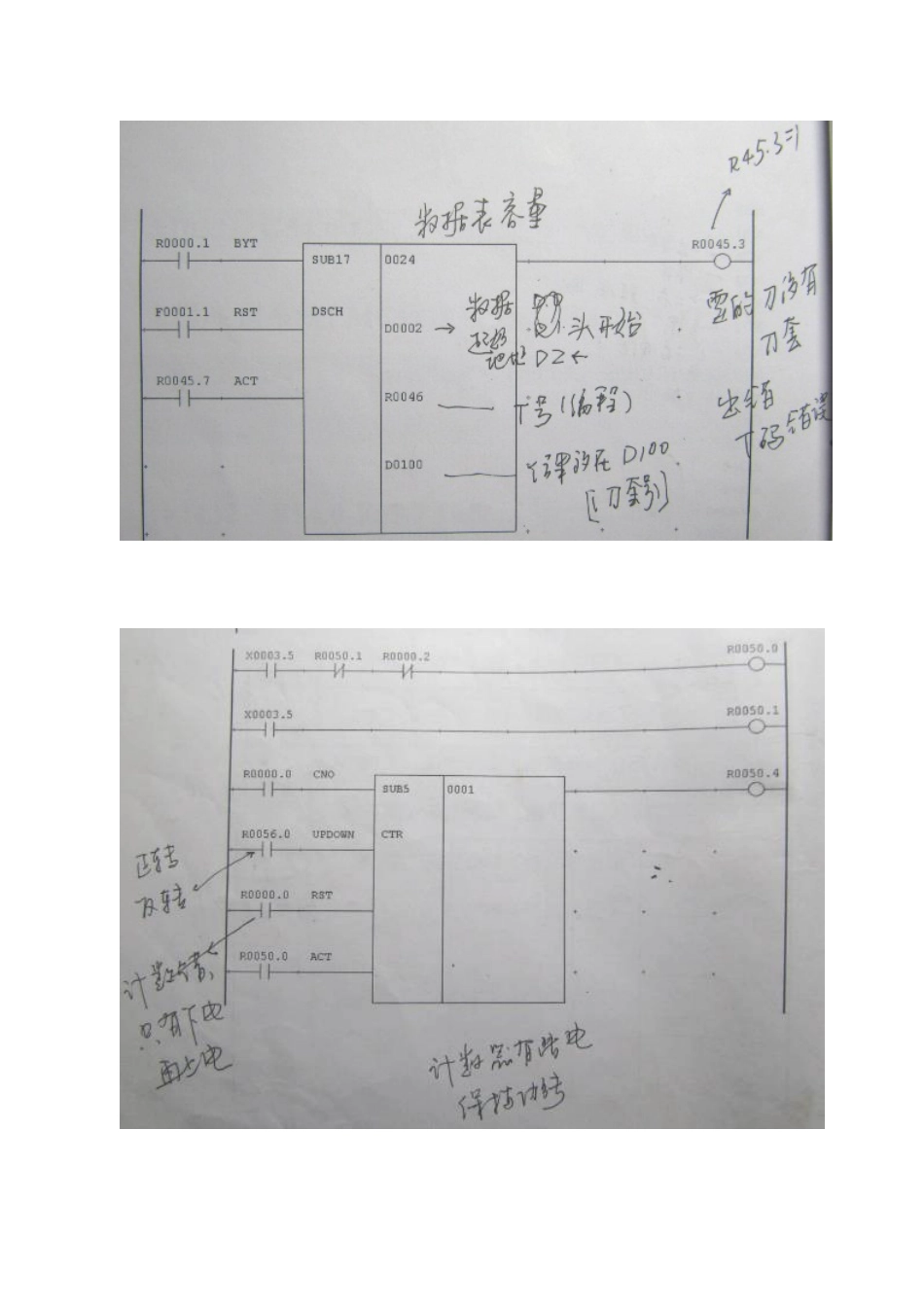
DSCH命令,我们曾简称为找刀套数据表容量应为25数据表开头地址D0002中R46存放要选的刀的刀号D0100中存放的要选的刀所在的刀套号4
刀位(刀套)计数信号,此计数器应为C0002,计数器记录的是在换刀位置的刀套号R56
0是刀库正反转信号,配合计数器加减
0加计数器为0,刀库正转,刀套号增加
减计数器为1,刀库反转,刀套号减小
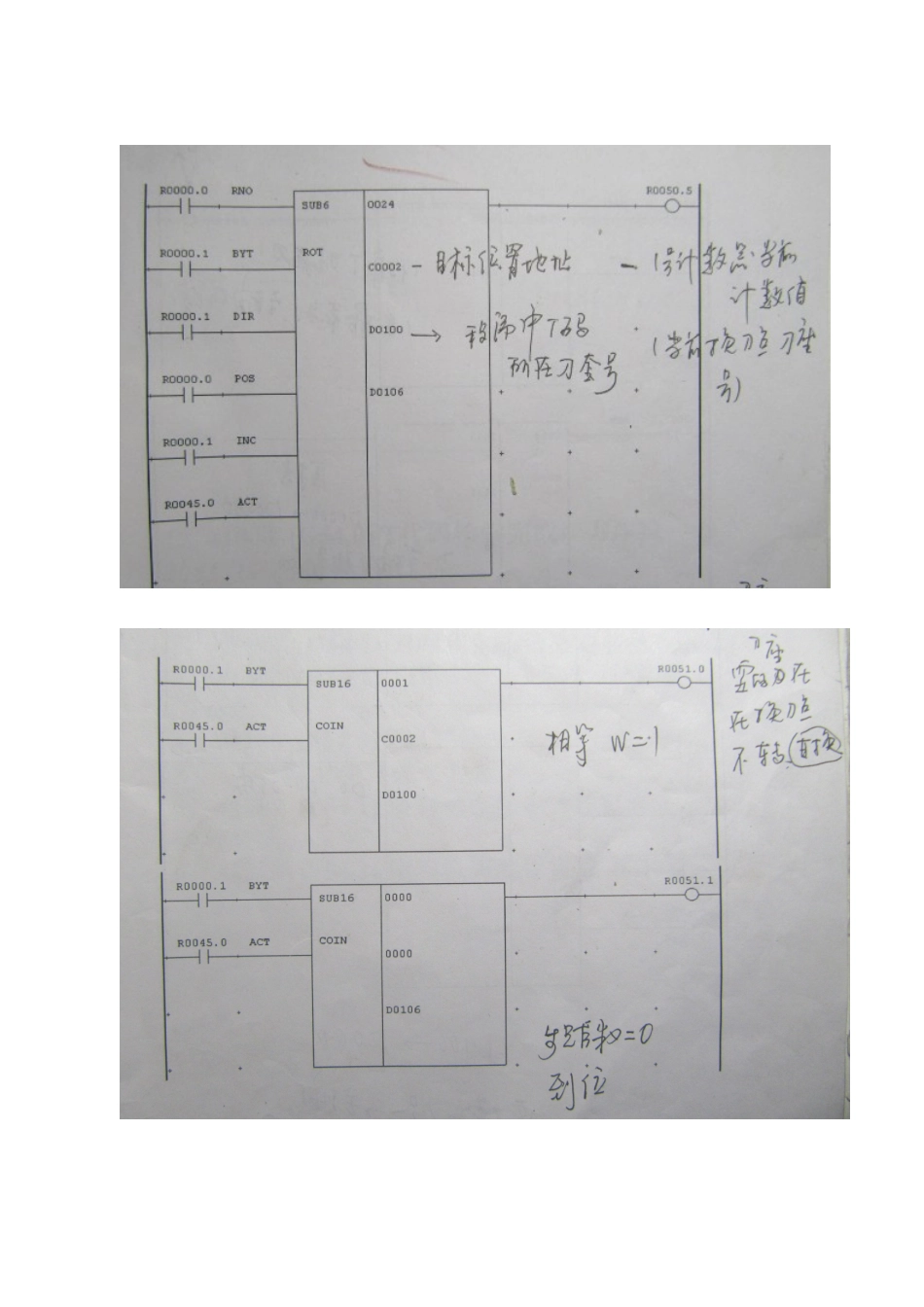
旋转指令ROTC0002存放的是现在刀套号,即在刀库中处于换刀位置的刀套号;D100中存放的要换到主轴上的刀套号,即加工程序中的TXX所在的刀套号
D106存放步距数
COIN判别指令(C002)和D100中相等否如果两者相等,说明刀套已经在换刀侧如果不相等,要旋转7
COIN判别指令,看D106是0吗
如果是0,说明刀库转到位
下面开始执行M06换刀命令,调用宏程序8
COIN判别指令,R046代表待换刀的刀具号D0000代表主轴上的刀具号如果两者相等,说明刀就在主轴上,不用换刀,此时G54
0为1,即#1000#0为1,跳出换刀程序9
下面为刀具表更新常用的三种指令MOV及XMOV指令(已成管理)在计算机中A和B