铣刀的种类和结构特点 铣刀的种类很多(大部分已经标准化),其分类方法也很多,下面是几种通常的分类方法和常用的铣刀
按铣刀切削部分的材料分类:高速钢铣刀、硬质合金铣刀、特殊材料刀具、涂层刀具等
高速钢铣刀有整体的和镶齿的两种一般形状较复杂的铣刀都是整体高速钢铣刀. 硬质合金铣刀、陶瓷刀具以及超硬材料刀具大多数不是整体的,将硬质合金刀片以焊接或机械夹固的方式镶装在铣刀刀体上,如硬质合金立铣刀、三面刃铣刀等
按铣刀的刀齿结合方式分类:整体铣刀、镶齿铣刀及特殊形式铣刀等
整体铣刀是指铣刀的切削部分,装夹部分及刀体成一整体
这类铣刀可用高速钢整料制成,也可用高速钢制造切削部分,用结构钢制造刀体部分,然而焊接成一整体,直径不大的立铣刀、三面刃铣刀、锯片铣刀都采用这种结构. 镶齿铣刀可分为焊接式和机夹式
机夹式根据刀体结构不同,可分为可转位和不转位
不转位的如高速钢镶齿铣刀的刀体用结构钢,刀齿是高速钢,刀体和刀齿利用尖齿形槽镶嵌在—起
直径较大的三面刃高速钢铣刀和高速钢套式面铣刀,一般都采用这种结构
可转位铣刀是用机械夹固的方式把硬质合金刀片或其它刀具材料安装在刀体上,因而保持了刀片的原有性能
刀刃磨损后,可将刀片转过一个位置继续使用
这种刀具节省了材料,节省了刃磨时间,提高了生产效率
特殊型式铣刀有复合刀具、可逆攻螺纹刀具等等
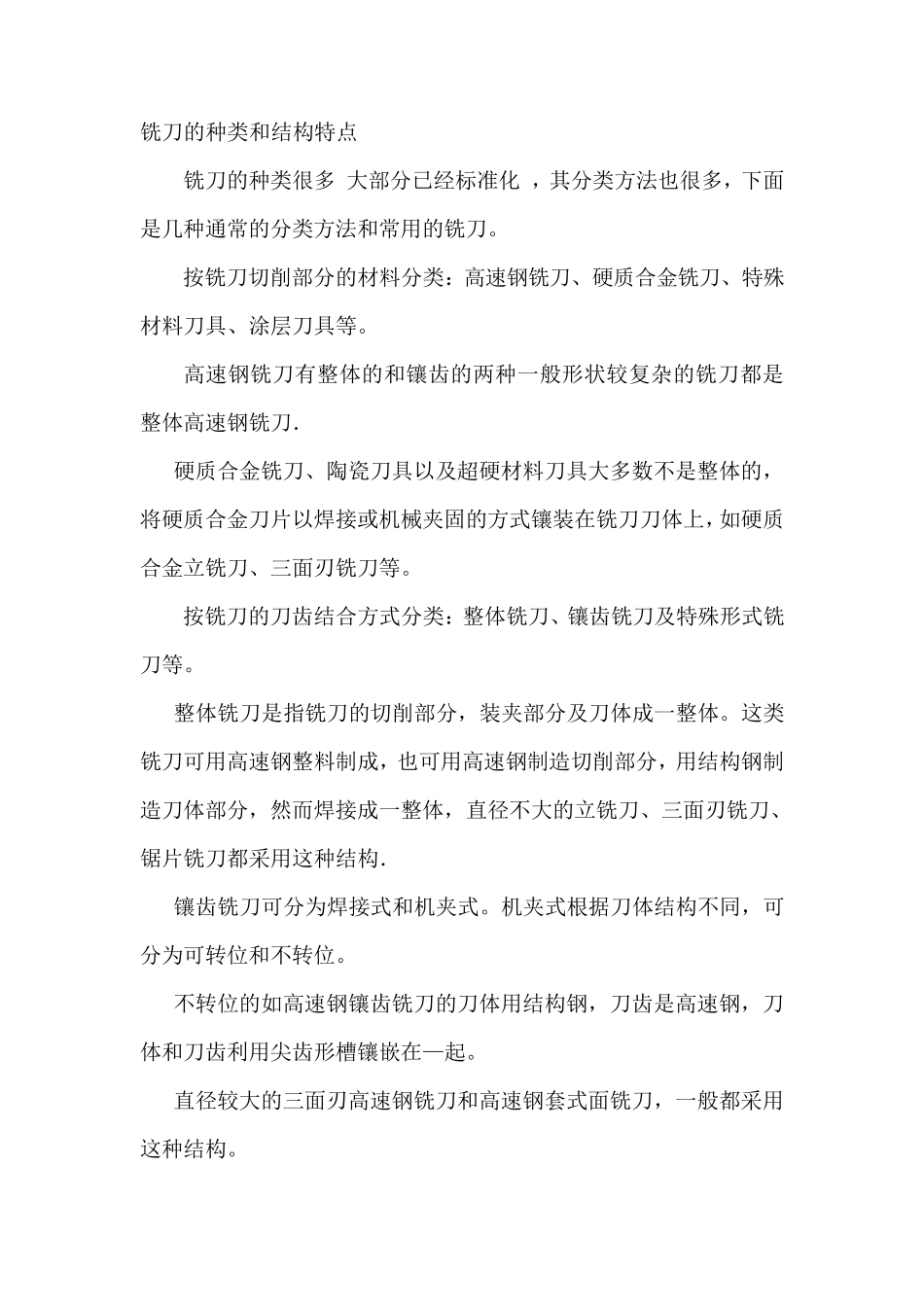
按刀齿齿背的形式分类:(见图 1-4-3)尖齿铣刀、铲齿铣刀
尖齿铣刀的刀齿截面上,齿背是由直线或折线组成,如图 1-4-3(b)所示
这类铣刀齿刃锋利,刃磨方便,制造比较容易,生产中常用的二面刃铣刀、圆柱铣刀等都是尖齿铣刀
铲齿铣刀的刀齿截面上,齿背是阿基米德螺线,齿背必须在铲齿机床上铲出
如图 1-4-3(a)所示
这类铣刀刃磨后,只要前角不变,齿形也不变
由于铲齿铣刀前角小,因此切削性能差
成形铣刀为了保证刃磨后齿形不变,一般都采用