1 第三章 铝电解的基础理论知识 3
1 铝电解槽的主要工艺技术条件(技术参数) 理解铝电解槽的主要工艺技术条件(或称主要技术参数),是深入了解和掌握铝电解原理和操作技术的基础
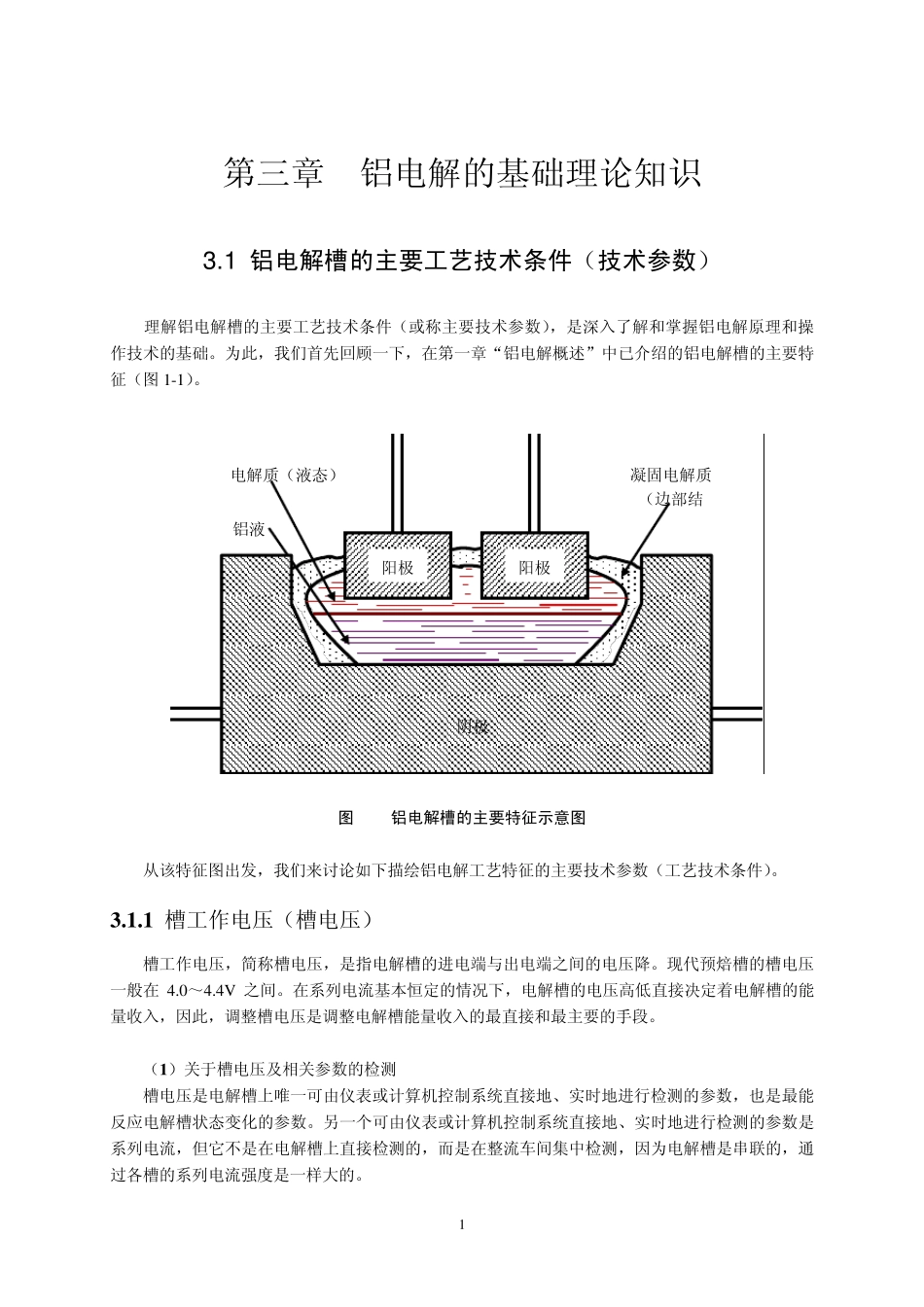
为此,我们首先回顾一下,在第一章“铝电解概述”中已介绍的铝电解槽的主要特征(图 1-1)
图 1-1 铝电解槽的主要特征示意图 从该特征图出发,我们来讨论如下描绘铝电解工艺特征的主要技术参数(工艺技术条件)
1 槽工作电压(槽电压) 槽工作电压,简称槽电压,是指电解槽的进电端与出电端之间的电压降
现代预焙槽的槽电压一般在4
在系列电流基本恒定的情况下,电解槽的电压高低直接决定着电解槽的能量收入,因此,调整槽电压是调整电解槽能量收入的最直接和最主要的手段
(1 )关于槽电压及相关参数的检测 槽电压是电解槽上唯一可由仪表或计算机控制系统直接地、实时地进行检测的参数,也是最能反应电解槽状态变化的参数
另一个可由仪表或计算机控制系统直接地、实时地进行检测的参数是系列电流,但它不是在电解槽上直接检测的,而是在整流车间集中检测,因为电解槽是串联的,通过各槽的系列电流强度是一样大的
凝固电解质 (边部结阴极 电解质(液态) 铝液 阳极 阳极 2 对于现场操作人员和计算机控制系统来说,槽电压和系列电流是用于分析和控制电解槽的最重要的参数
还有一个与槽电压密切相关的参数是槽电阻,它是由槽电压和系列电流计算得来的
(2 )关于槽电压的内涵 关于槽电压的内涵,将在本章第11 节“铝电解的电压平衡”中详细讨论
关于槽电阻的有关概念将在第五章中讨论
2 极距 极距是指铝电解槽阳极底部(常称为阳极底掌)到阴极铝液镜面(即铝液与电解质的界面)之间的距离,简而言之,就是电解槽阴、阳两极之间的距离
它既是电解过程中的电化学反应区域,又是维持电解温度的热源中心
铝电解槽只有保持