热处理工艺设计 说明书 设计题目 65Mn 圆锯片的热处理 班 级 学生姓名 学 号 指导教师 1 零部件简图、钢种和技术要求 圆锯片简图如图1 所示: 图1 圆锯片简图 技术要求:硬度 HRC42-47 材料:65Mn 钢种选择原则:65Mn 弹簧钢弹性及塑性好,材料经济,热处理淬透性好,其受热温度低,易变形可用于要求切削要求不高的木工锯片
设计说明 3
1 服役条件、失效形式 圆锯片是多刃刀具, 在切削过程中其刃部的线速度很高, 但切削过程是不连续的, 刃部周期性地受力, 瞬间由零变至最大, 受到很大的冲击负荷, 并产生振动
所以, 要求锯片有足够的韧性
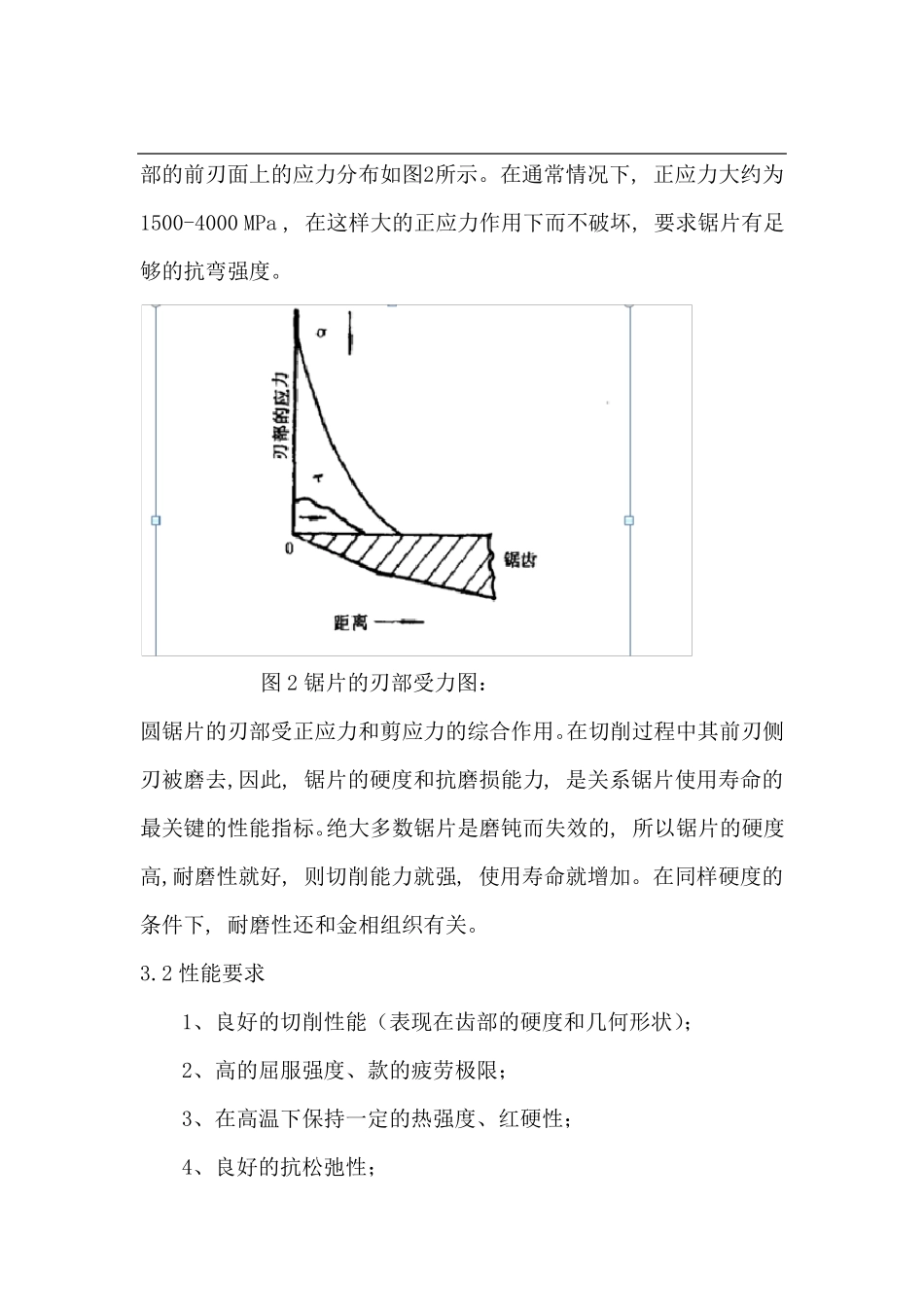
圆锯片刃 部的前刃面上的应力分布如图2所示
在通常情况下, 正应力大约为 1500-4000 MPa , 在这样大的正应力作用下而不破坏, 要求锯片有足够的抗弯强度
图2 锯片的刃部受力图: 圆锯片的刃部受正应力和剪应力的综合作用
在切削过程中其前刃侧刃被磨去,因此, 锯片的硬度和抗磨损能力, 是关系锯片使用寿命的最关键的性能指标
绝大多数锯片是磨钝而失效的, 所以锯片的硬度高,耐磨性就好, 则切削能力就强, 使用寿命就增加
在同样硬度的条件下, 耐磨性还和金相组织有关
2 性能要求 1、良好的切削性能(表现在齿部的硬度和几何形状); 2、高的屈服强度、款的疲劳极限; 3、在高温下保持一定的热强度、红硬性; 4、良好的抗松弛性; 5、耐冲击(ak 值高); 6、稳定的组织与尺寸; 7、工作在最佳弹性区
3 65Mn 钢化学成分及在钢中的作用 GB/T 1222-2007 列出了65Mn 钢的化学成分如表1 所示: 元 素 C Mn Si Cr P、S 成 分 0
37% ≤0
25% ≤0
035% 表1 临界点(近似值)如表2 所示: Ac1