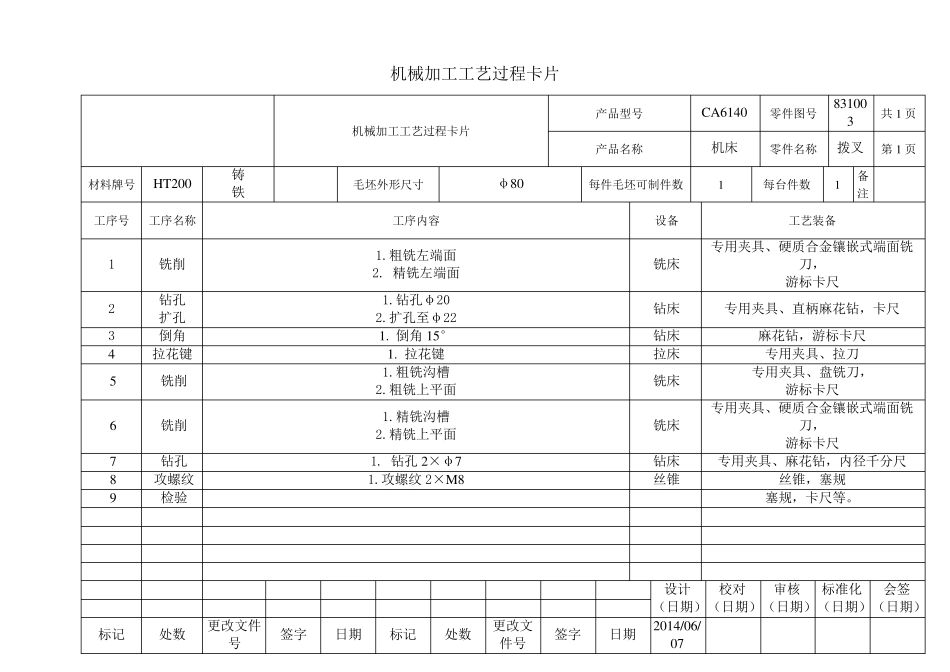
机械加工工艺过程卡片 机械加工工艺过程卡片 产品型号 CA6140 零件图号 831003 共1 页 产品名称 机床 零件名称 拨叉 第1 页 材料牌号 HT200 铸 铁 毛坯外形尺寸 φ80 每件毛坯可制件数 1 每台件数 1 备注 工序号 工序名称 工序内容 设备 工艺装备 1 铣削 1
粗铣左端面 2
精铣左端面 铣床 专用夹具、硬质合金镶嵌式端面铣刀, 游标卡尺 2 钻孔 扩孔 1
钻孔φ20 2
扩孔至φ22 钻床 专用夹具、直柄麻花钻,卡尺 3 倒角 1
倒角15° 钻床 麻花钻,游标卡尺 4 拉花键 1
拉花键 拉床 专用夹具、拉刀 5 铣削 1
粗铣沟槽 2
粗铣上平面 铣床 专用夹具、盘铣刀, 游标卡尺 6 铣削 1
精铣沟槽 2
精铣上平面 铣床 专用夹具、硬质合金镶嵌式端面铣刀, 游标卡尺 7 钻孔 1
钻孔2×φ7 钻床 专用夹具、麻花钻,内径千分尺 8 攻螺纹 1
攻螺纹 2×M8 丝锥 丝锥,塞规 9 检验 塞规,卡尺等
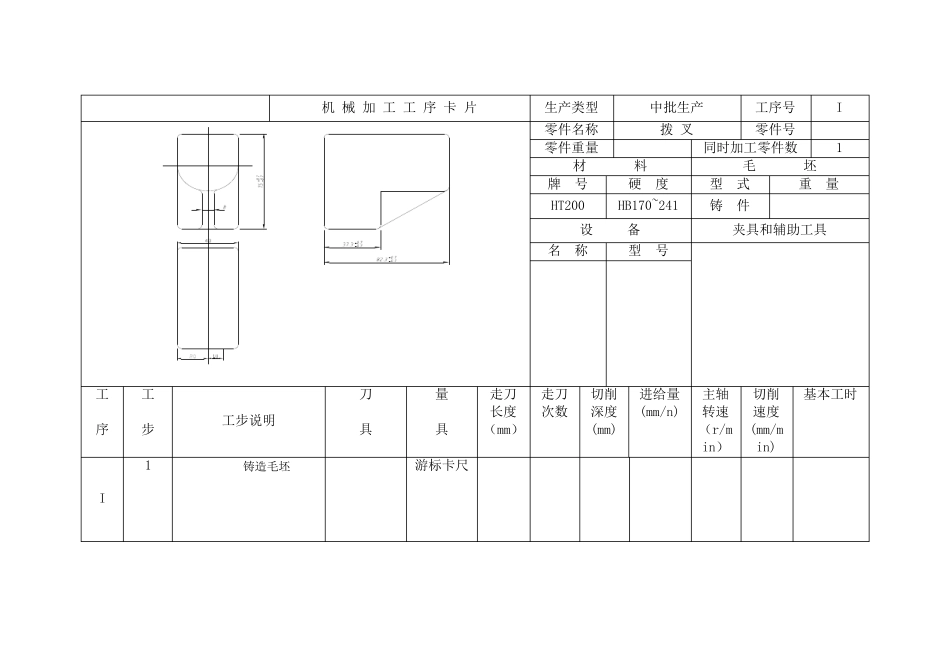
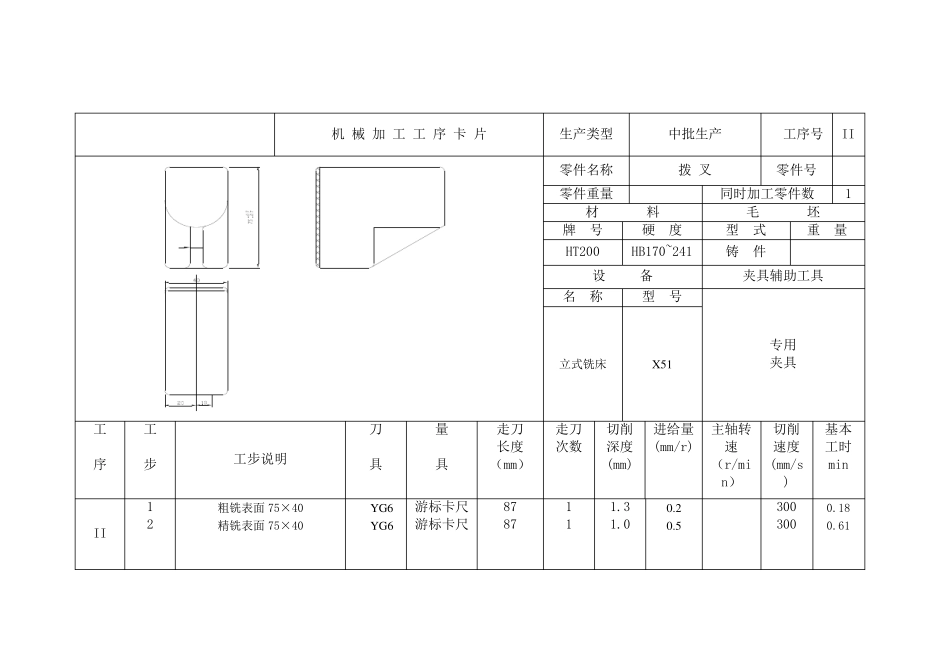
设计 (日期) 校对 (日期) 审核 (日期) 标准化(日期) 会签 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 2014/06/07 机 械 加 工 工 序 卡 片 生产类型 中批生产 工序号 I 零件名称 拨 叉 零件号 零件重量 同时加工零件数 1 材 料 毛 坯 牌 号 硬 度 型 式 重 量 HT200 HB170~241 铸 件 设 备 夹具和辅助工具 名 称 型 号 工 序 工 步 工步说明 刀 具 量 具 走刀 长度 (mm) 走刀 次数 切削 深度(mm) 进给量(mm/n) 主轴转速 (r/min) 切削 速度(mm/min) 基本工时 I 1 铸造毛坯 游标卡尺 机 械 加 工 工 序 卡 片 生产类型 中批生产 工序号 II 零件名称 拨 叉 零件号 零件