线切割程序编制与机床操作 [学习目标] 1)理解线切割机床程序编制的工艺和方法; 2)掌握线切割机床简单零件的程序编制; 3)掌握凸模类零件的加工方法,能正确设置机床的相关参数
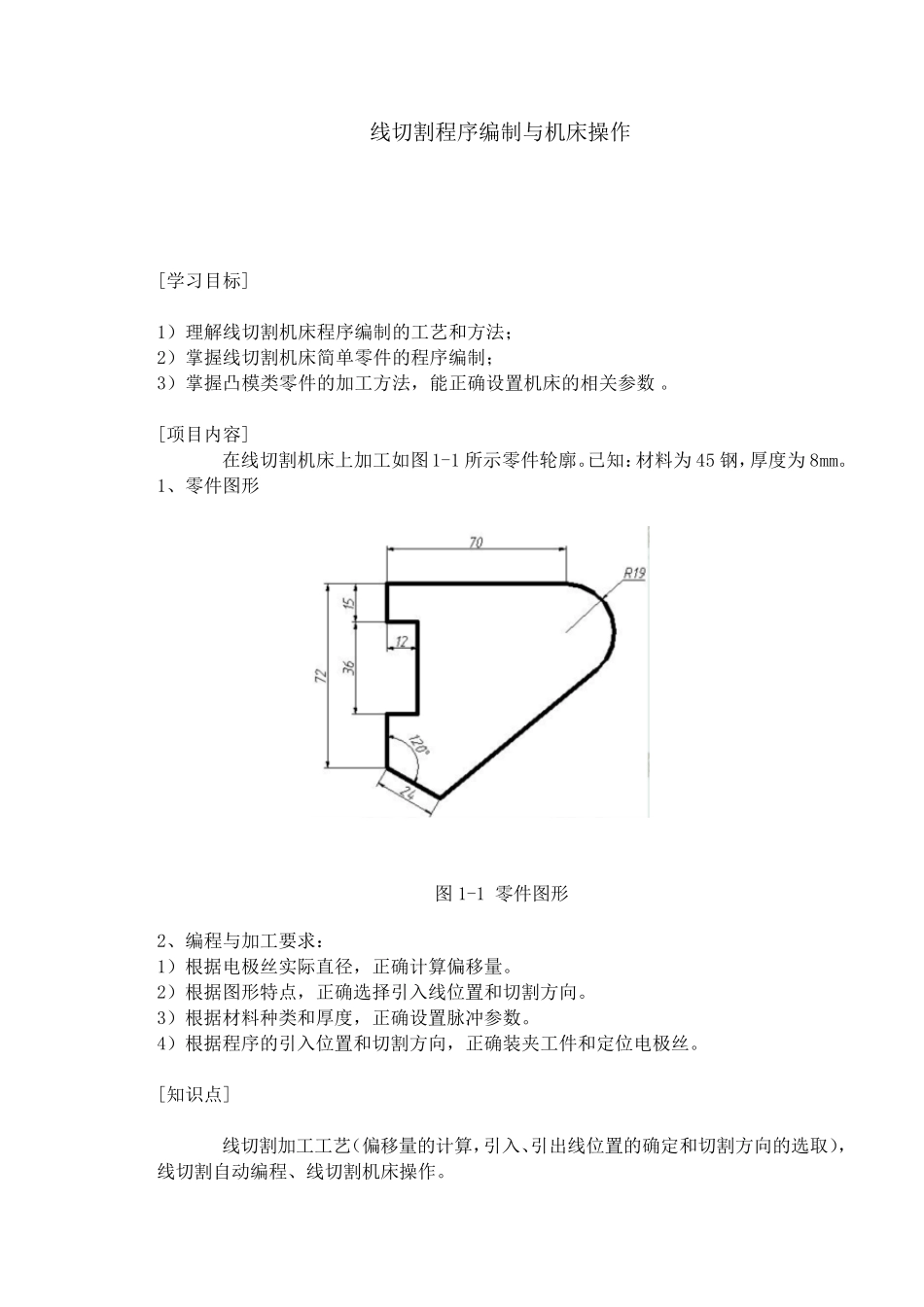
[项目内容] 在线切割机床上加工如图1-1 所示零件轮廓
已知:材料为45 钢,厚度为8mm
1、零件图形 图1-1 零件图形 2、编程与加工要求: 1)根据电极丝实际直径,正确计算偏移量
2)根据图形特点,正确选择引入线位置和切割方向
3)根据材料种类和厚度,正确设置脉冲参数
4)根据程序的引入位置和切割方向,正确装夹工件和定位电极丝
[知识点] 线切割加工工艺(偏移量的计算,引入、引出线位置的确定和切割方向的选取),线切割自动编程、线切割机床操作
[学习内容] 一、线切割加工工艺 1、线切割加工原理 数控线切割机床加工是利用不断运动的电极丝与工件之间产生火花放电,从而将金属蚀除下来,实现轮廓切割的
2、偏移量的确定 编程时都是以电极丝中心按照图样的实际轮廓进行编程的
但在实际加工中,所采用的电极丝有一定的直径,电极丝与被加工材料之间有一定的放电间隙
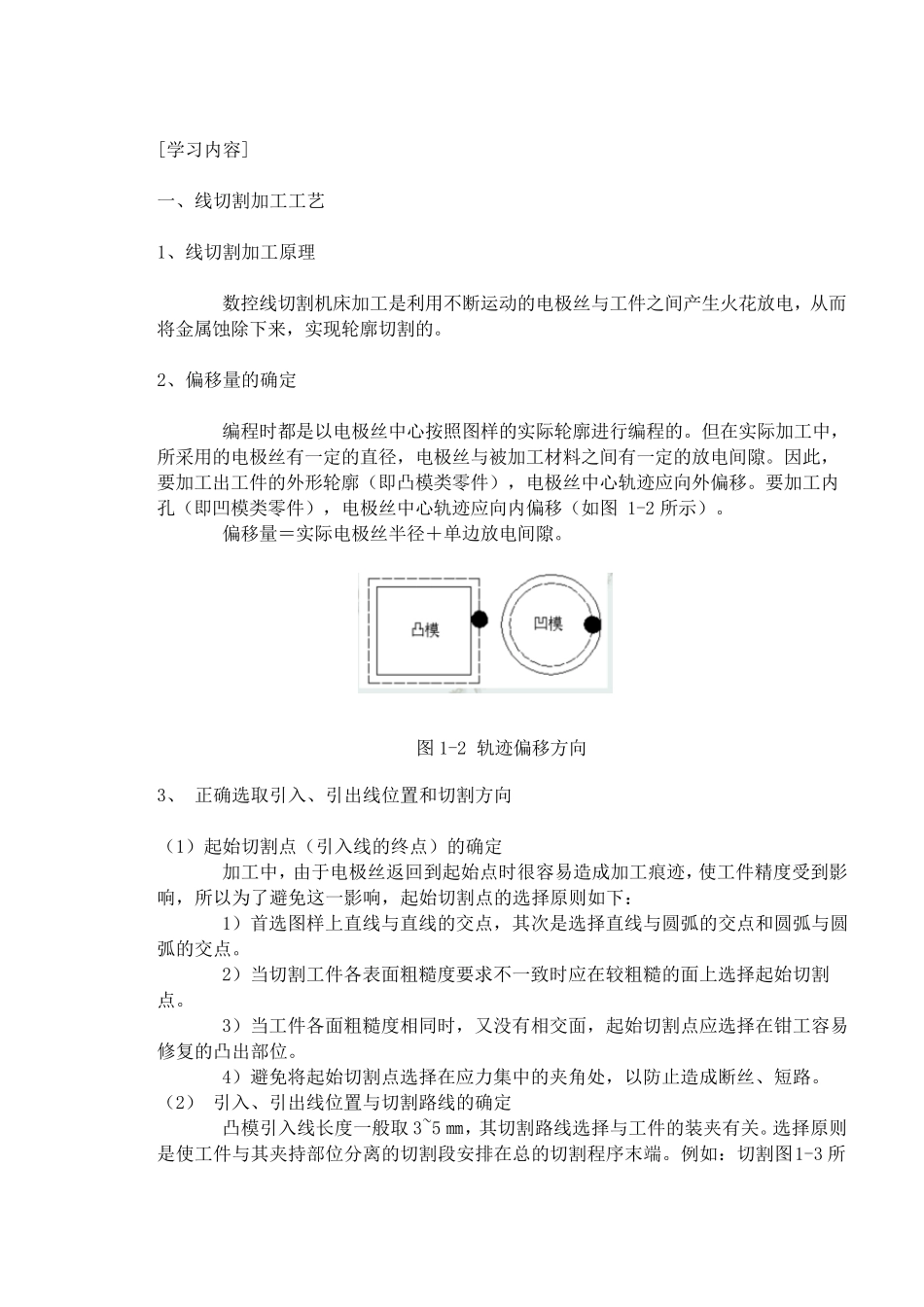
因此,要加工出工件的外形轮廓(即凸模类零件),电极丝中心轨迹应向外偏移
要加工内孔(即凹模类零件),电极丝中心轨迹应向内偏移(如图 1-2 所示)
偏移量=实际电极丝半径+单边放电间隙
图 1-2 轨迹偏移方向 3、 正确选取引入、引出线位置和切割方向 (1)起始切割点(引入线的终点)的确定 加工中,由于电极丝返回到起始点时很容易造成加工痕迹,使工件精度受到影响,所以为了避免这一影响,起始切割点的选择原则如下: 1)首选图样上直线与直线的交点,其次是选择直线与圆弧的交点和圆弧与圆弧的交点
2)当切割工件各表面粗糙度要求不一致时应在较粗糙的面上选择起始切割点
3)当工件各面粗糙度相同时,又没有相交面,起始切割点应选择在钳工容易