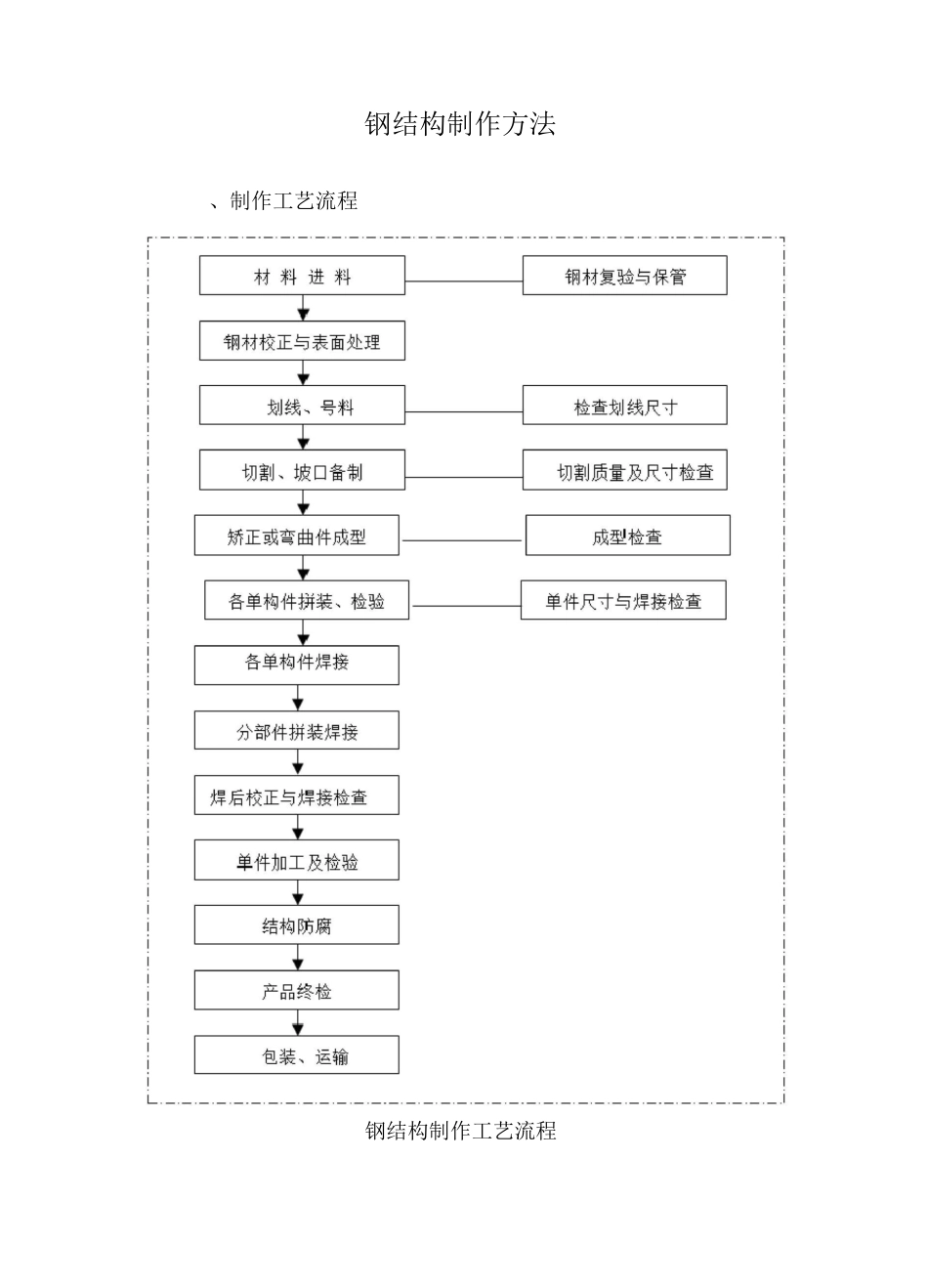
钢结构制作方法、制作工艺流程钢结构制作工艺流程二、材料和外购件1、钢结构制造使用的全部金属材料、焊接材料和外购件均按照监理人批准的采购计划(清单)进行采购
材料和外购件运抵工地后验收并存放到仓库,并接受监理人的检查
每批到货的材料须附有质量说明书、使用说明书或试验报告
2、按施工图纸和监理人指示,对到货的材料和外购件进行抽样检验,并将检验成果报送人
每批材料和外购件均经监理人检查签认后方能使用
三、准备工作1、按监理人提供或经监理人审查批准的钢结构施工图纸,绘制构件的加工图并制订措施,并在构件制造前按规定时间报送监理人审批
2、若根据制造工艺,需对构件的施工图纸进行局部修改时,须经监理人批准
3、根据工艺措施的要求准备相应的工器具
四、构件的加工主要包括切割、矫正成型、边缘加工、钻孔、节点等,均按设计图纸和合同规定及有关规范进行加工
1、切割切割前根据图纸画好切割线,打上样冲眼
根据画好的切割线用切割工具小心的进行切割
气割前清除切割边缘 50mm 范围内的锈斑、油污等;气割后清除熔渣和飞溅物等
机械剪切的加工面平整
坡口加工完毕后,必须采取防锈措施
2、矫正成型钢材切割后检查,发现不合格的进行采用机械或局部火焰进行矫正,其标准符合以下规定:(1)钢材冷矫正和冷弯曲的最小弯曲半径和最大弯曲矢高符合GB50205-95 附录 A 表 A 的规定
冷压折弯的零、部件边缘无裂纹;(2)钢材矫正后表面无明显的凹面和损伤,划痕深度不得大于该钢材厚度负偏差值的 1/2,且不大于 0
钢材矫正后的允许偏差符合 GB50205-95 表 424 的规定;(3)弯曲成形的零件,应采用样板检查
成形部位与样板的间隙不得大于 2
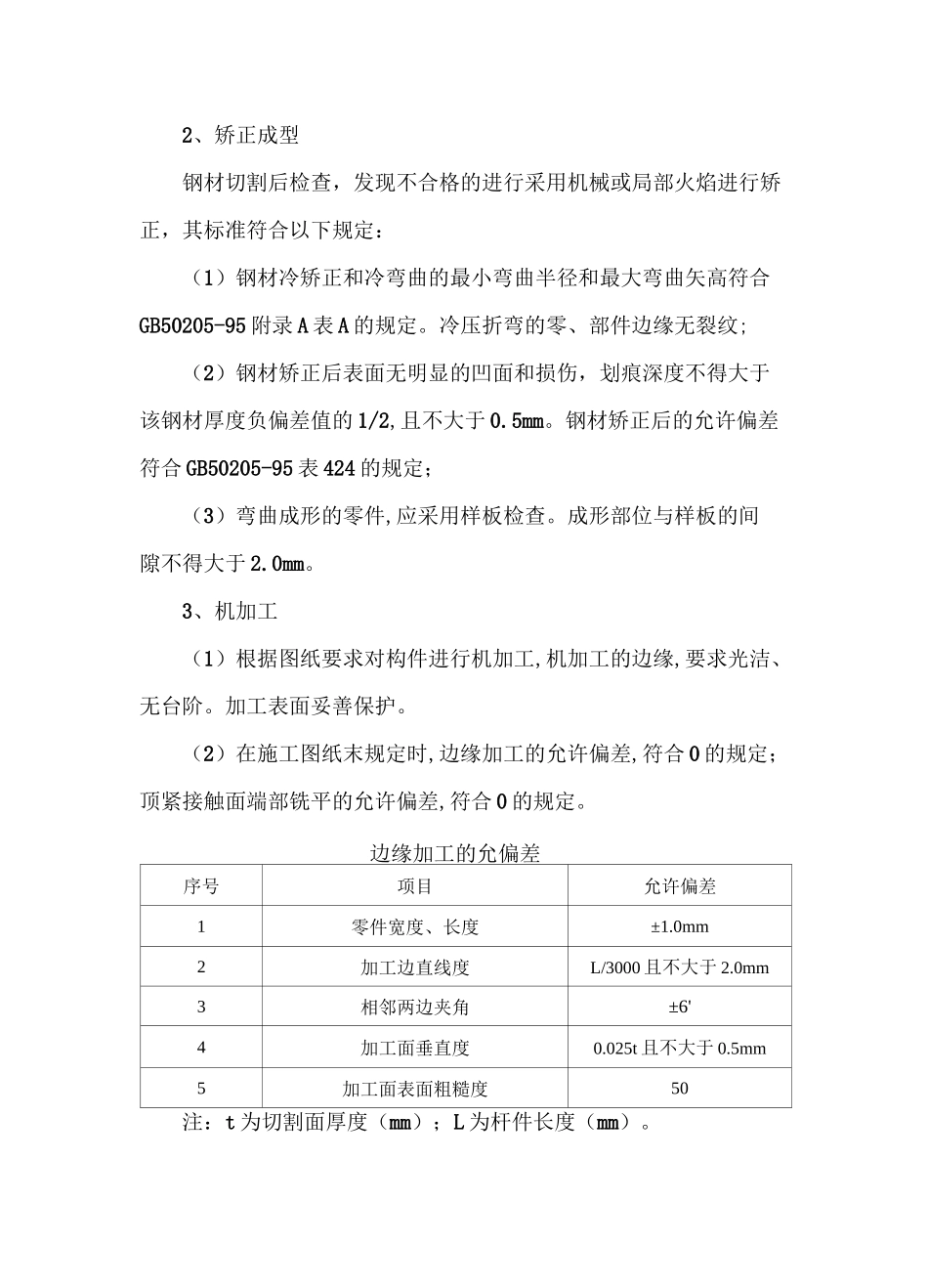
3、机加工(1)根据图纸要求对构件进行机加工,机加工的边缘,要求光洁、无台阶
加工表面妥善保护
(2)在施工图纸末规定时,边缘加工的允许偏差,符合 0