工艺管道焊接技术交底交底内容:1
焊工管理a)参加施工的焊工,必须持有技术监督部门颁发的《锅炉压力容器、压力管道焊工合格证》,杜绝无证上岗
b)上岗焊工施焊前,应进行焊工资格审查,其施焊钢种、焊接方法、焊接位置等均应与焊工本人持有的焊工合格证考试合格项目相符,禁止超项目施焊
c)对于焊接质量连续不佳的持证焊工(焊接一次合格率≤85%),应暂停该焊工作业资格,经重新培训、考试合格后方可上岗施焊
焊材的选用、验收、保管、烘烤、发放管理1
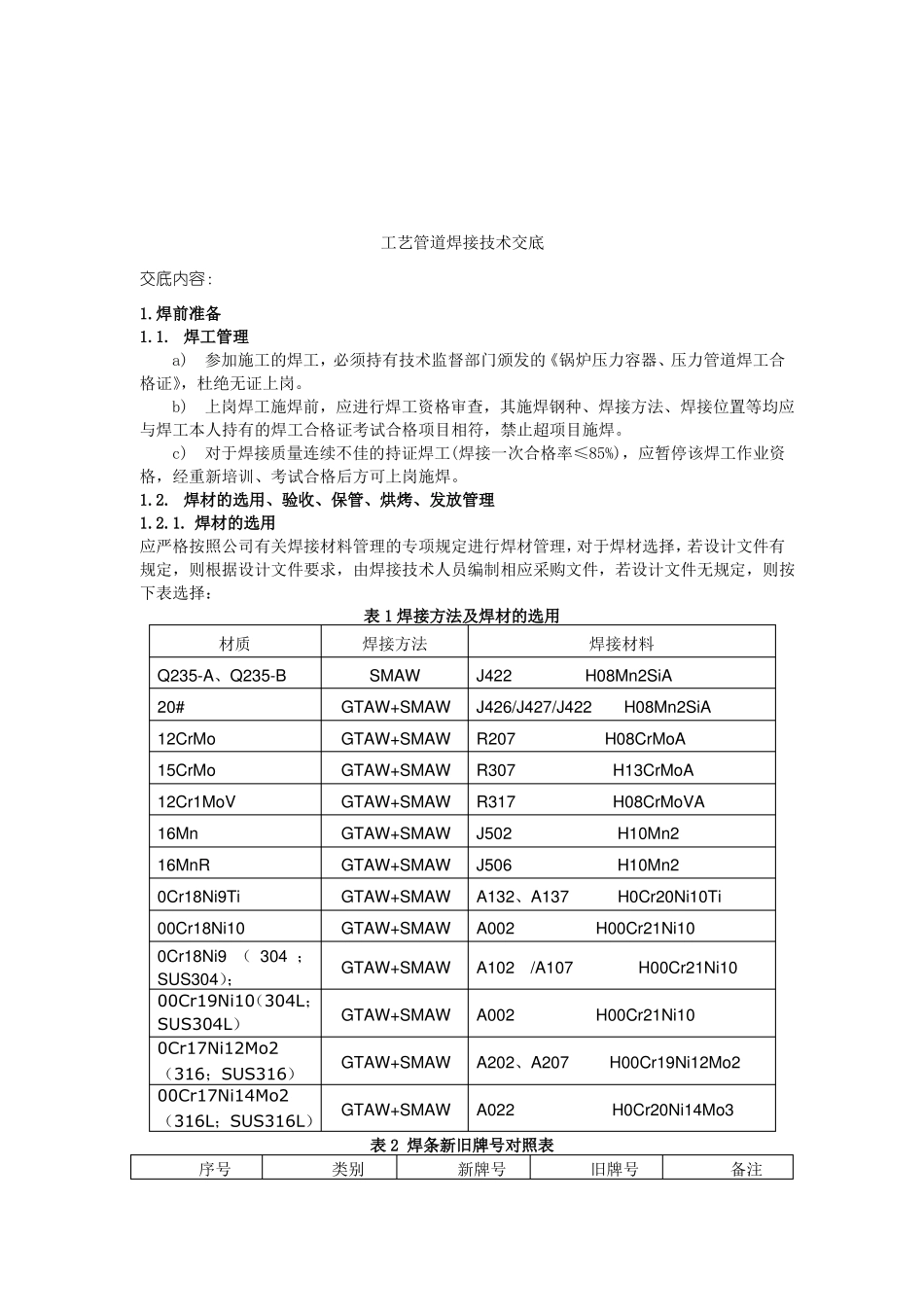
焊材的选用应严格按照公司有关焊接材料管理的专项规定进行焊材管理,对于焊材选择,若设计文件有规定,则根据设计文件要求,由焊接技术人员编制相应采购文件,若设计文件无规定,则按下表选择:表 1 焊接方法及焊材的选用材质Q235-A、Q235-B20#12CrMo15CrMo12Cr1MoV16Mn16MnR0Cr18Ni9Ti00Cr18Ni100Cr18Ni9 ( 304 ;SUS304);00Cr19Ni10(304L;SUS304L)0Cr17Ni12Mo2(316;SUS316)00Cr17Ni14Mo2(316L;SUS316L)序号焊接方法SMAWGTAW+SMAWGTAW+SMAWGTAW+SMAWGTAW+SMAWGTAW+SMAWGTAW+SMAWGTAW+SMAWGTAW+SMAWGTAW+SMAWGTAW+SMAWGTAW+SMAWGTAW+SMAW焊接材料J422H08Mn2SiAJ426/J427/J422H08Mn2SiAR207H08CrMoAR307H13CrMoAR317H08CrMoVAJ502H10Mn2J506H10Mn2A132、A137H0Cr20Ni10TiA002H00Cr21Ni10A102/A107H00Cr21Ni10A002H00Cr21Ni10A202、A