一、开机状态 控制器开机,有下列三种显示状态
1、显示Good
此时控制器内部正常,停电保护可靠
2、显示原有加工状态(计数长度J)
此时开动机床即可继续进行切割加工
暂停后,连续按三次(D) 键,将退出原有加工状态
3、显示Error
表明控制器内部ROM 数据出错,不能按原有状态送行继续加工
二、程序输入 ’ 在显示GOOd 状态时,按待命键,显示P 可进行程序输入、检查、插入、删除、快速校零等操作,操作时指令段号m,必须输入
1、键盘输入程序 本控制器接受3B 格式指令可存放2158 条加工指令,指令段号 为0—2158
加工程序可存放在任意段号位置,并可同时存放多个加工程序;在切割加工过程中仍然可以输入
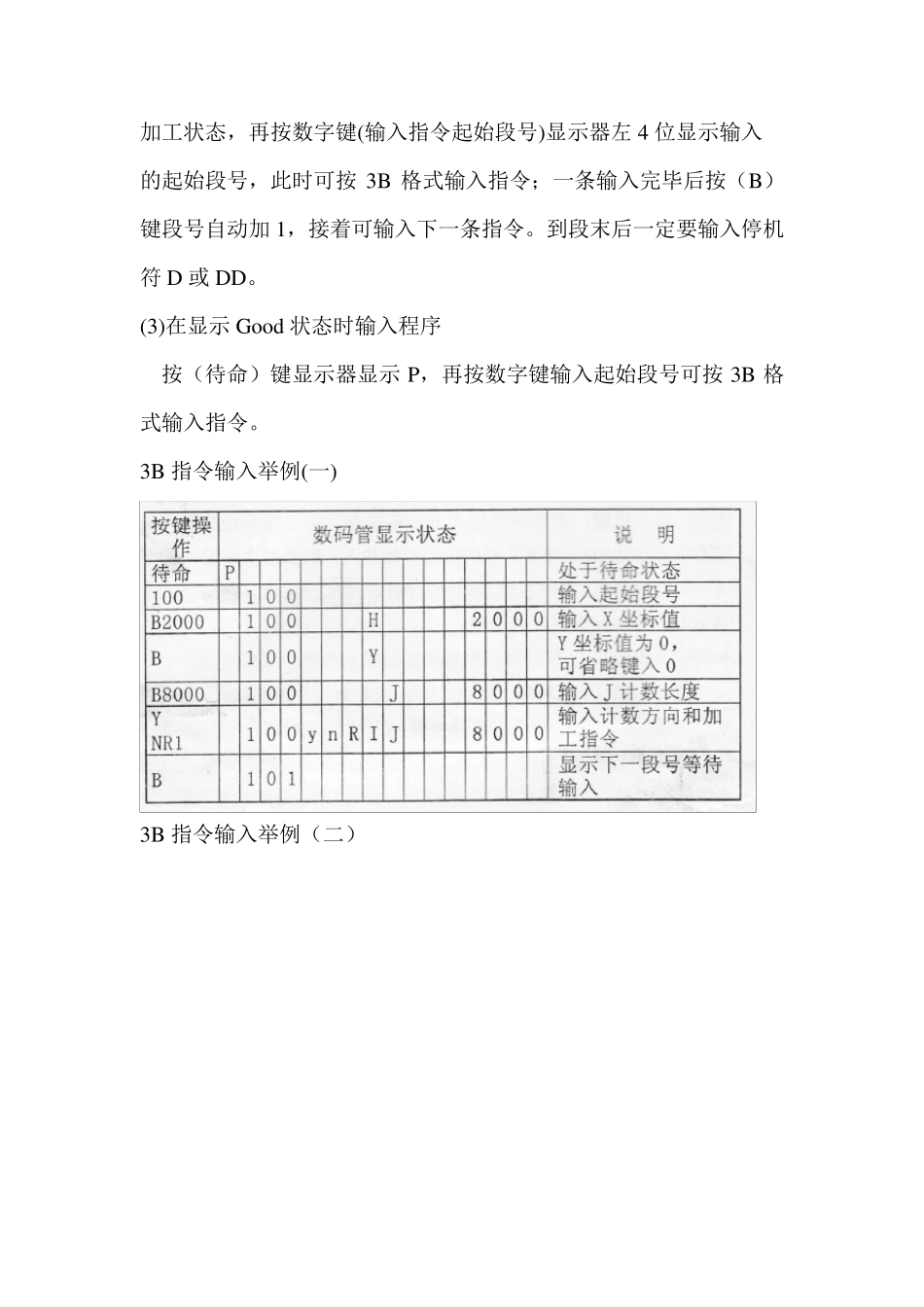
指令输入步骤为: (1)3B 格式指令 m (B) X (B) Y (b) J (GX)/(GY)(Z)(标识符) (m 为指令段号) 开始输入新程序时,首先要输入起始条指令段号
接着按B 键, 便可开始输入3B 指令的第一个 B 值即X 值;再按一次(B)键后,输入第二个 B 值即Y 值,再按一次B 键后,输入第三个 B 值即J 值,再按(X)或(Y)键,输入加工方向,,最后输入加工指令“SRl—4”、“NRl—4”或“Ll—4”:如果该指令是具有特别定义的指令,如“引线”、“回复线”、“最后一条指令”或“跳步线”这四种之一的话,则要输入它们的特别定义符,具体详见下面的说明
到此即完成了一条指令的全部输入过程,若要继续输入下——条指令,可以直接按(B)键,指令段号会自动加 1
若要从新的位置开始输入,则必须重新输入指令段号后再按(B)键
若不再输入指令,则按(待命)键返回到待命状态下
特别定义符(标志符)的说明: ◆引线(显示 L):有尖角隙补偿加工时第一条指令必须使用 在指令后按一次(L3)键,显示“L”,表示该指令为引线
◆跳步线(显示 JL