EDM 加工基础原理 技术部 李跃文 第一章 一个电火花的过程 了解EDM 加工中电极和工件间发生的加工情况对EDM 用户帮助非常大,了解EDM 加工的理论的基本知识有助于解决技术问题,有助于正确选择电极,有助于理解适合一项工作的材料为什么有时候在另一项工作中却差强人意的原因
了解EDM 操作原理,有助于操作者提高工作效率,降低人为出错率
如果加工技术与操作技巧相结合,那么将会使你成为一个出色的EDM 技师
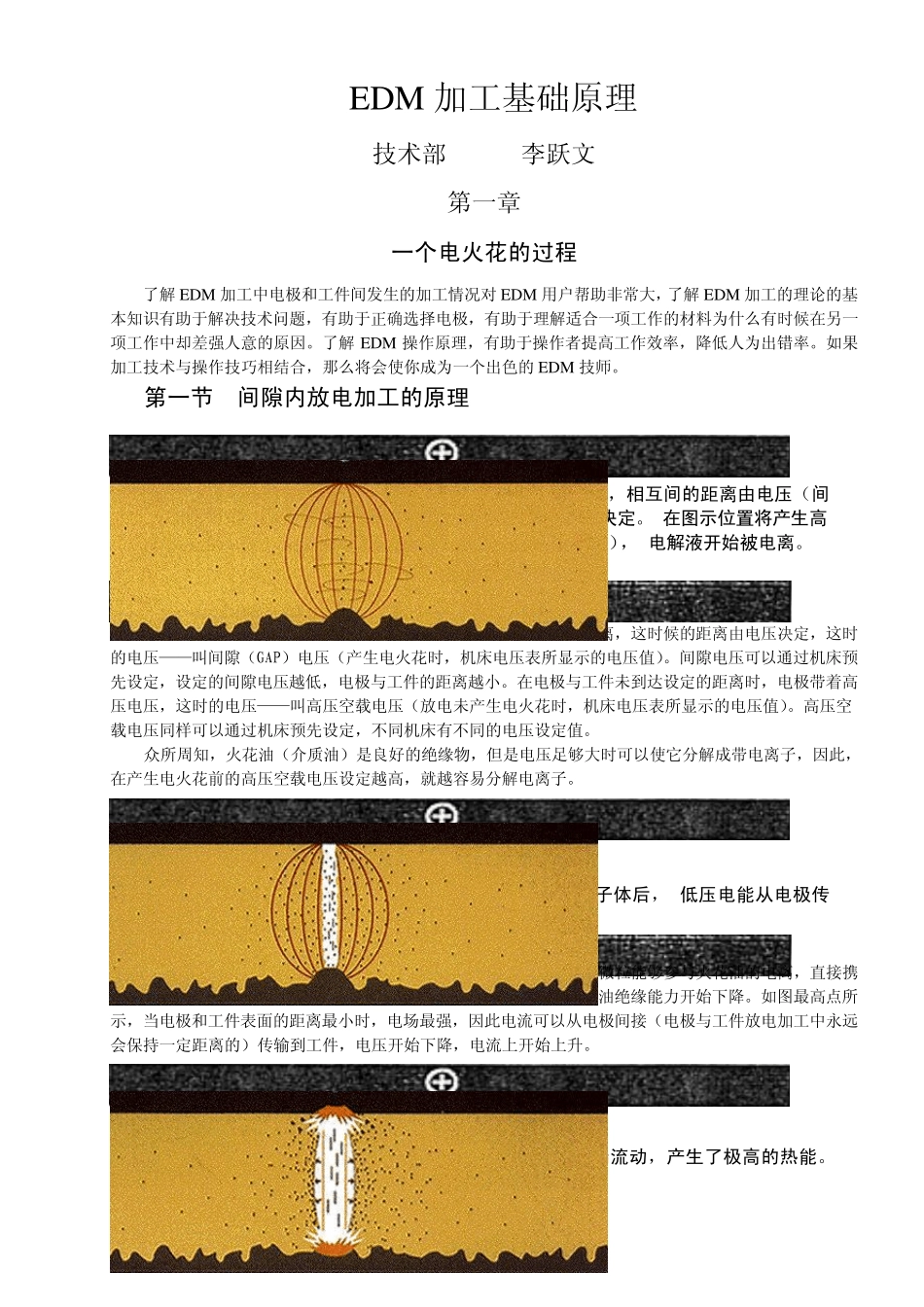
第一节 间隙内放电加工的原理 在放电加工时,电极带正极性电向工件表面靠近后保持一定的距离,这时候的距离由电压决定,这时的电压——叫间隙(GAP)电压(产生电火花时,机床电压表所显示的电压值)
间隙电压可以通过机床预先设定,设定的间隙电压越低,电极与工件的距离越小
在电极与工件未到达设定的距离时,电极带着高压电压,这时的电压——叫高压空载电压(放电未产生电火花时,机床电压表所显示的电压值)
高压空载电压同样可以通过机床预先设定,不同机床有不同的电压设定值
众所周知,火花油(介质油)是良好的绝缘物,但是电压足够大时可以使它分解成带电离子,因此,在产生电火花前的高压空载电压设定越高,就越容易分解电离子
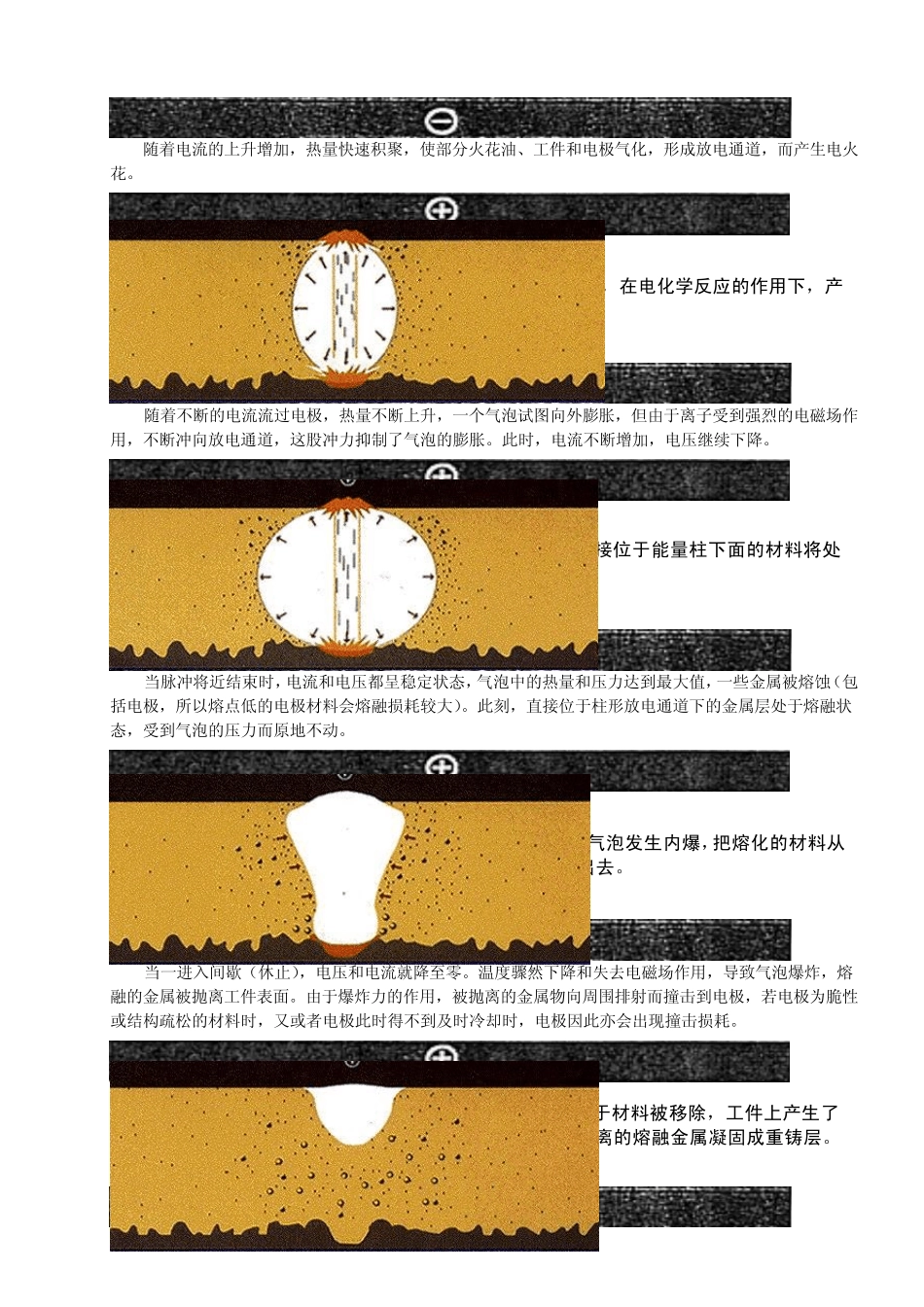
悬浮在火花油中的石墨微粒和金属微粒有助于电流的传导,这些微粒能够参与火花油的电离,直接携带电流,还可以促进火花油被电离击穿,随着带电离子的增多,火花油绝缘能力开始下降
如图最高点所示,当电极和工件表面的距离最小时,电场最强,因此电流可以从电极间接(电极与工件放电加工中永远会保持一定距离的)传输到工件,电压开始下降,电流上开始上升
电极向工件表面靠近,相互间的距离由电压(间隙(GAP)电压)来决定
在图示位置将产生高电压(高压空载电压), 电解液开始被电离
当电解液变成等离子体后, 低压电能从电极传送至工件表面
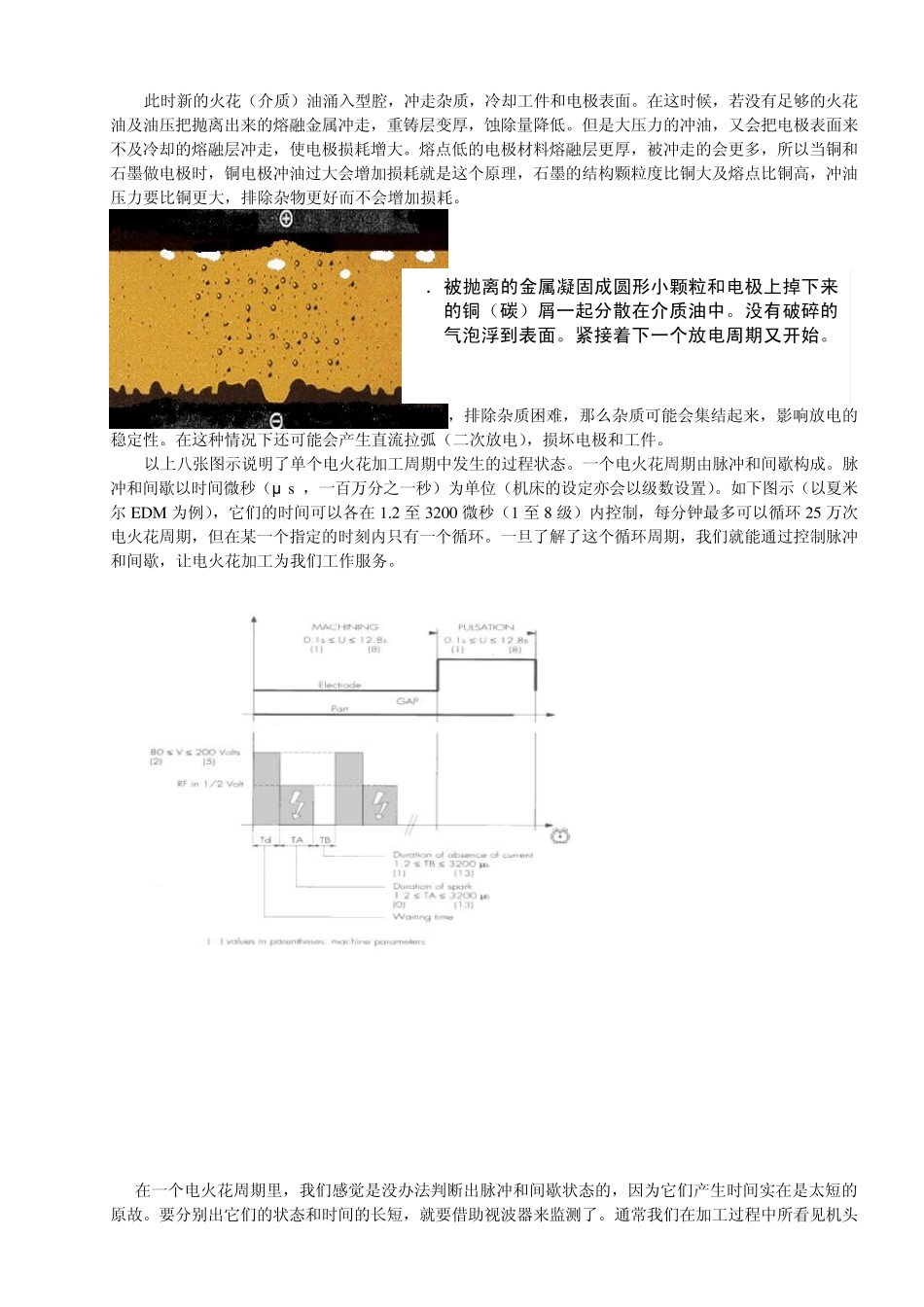
由于电子在电极两端流动,产生了极高的热能