熟化的预发珠粒通过蒸汽进行加热,约20~60s 的时间内,空气来不及逸出,受热膨胀后产生压力,此时聚合物软化,发泡剂汽化后产生的压力和泡孔内空气产生的压力之和大于外界蒸汽压力,珠粒又再度膨胀,并胀满珠粒间隙而结成整块,形成与模腔形状相同的泡沫塑料制品,冷却后便可使其定型
制品成型后还需进行干燥切割等后处理
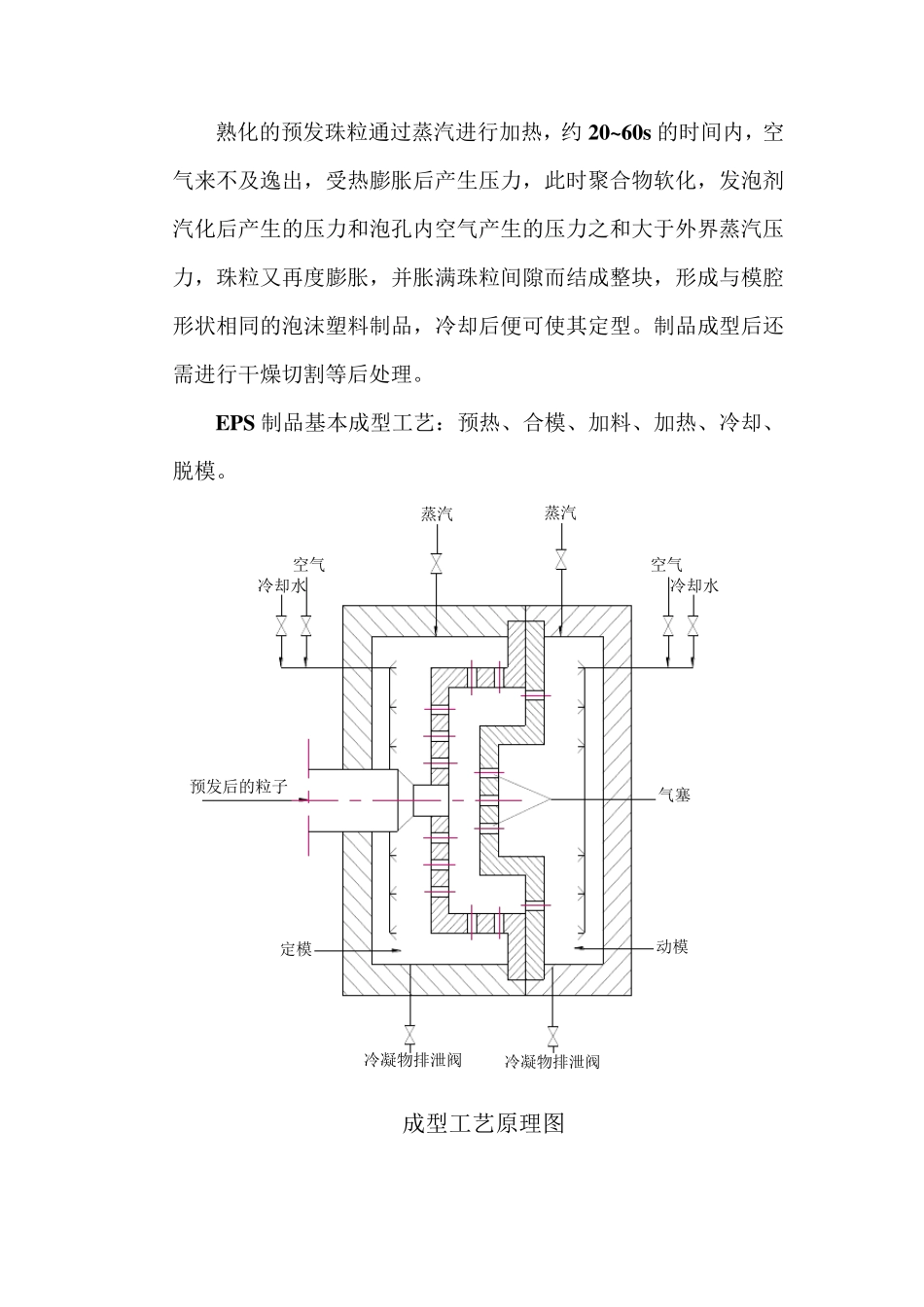
EPS 制品基本成型工艺:预热、合模、加料、加热、冷却、脱模
蒸汽蒸汽空气冷却水冷凝物排泄阀冷凝物排泄阀冷却水空气气塞动模定模预发后的粒子 成型工艺原理图 1 ,预热 预热温度一般在1 0 0 ℃左右
预热时间取决于模腔内金属量和最终产品的要求,金属量越多,预热时间越长
同样地,模壁厚度、模内面积或模型件数的任一项增加,预热时间也必须相应的延长
一般地说,只有当珠粒熔融和产品表面外观质量都能保证时,预热才能达到理想的效果
在此情况下,为改善表面外观而采取的预热时间延长措施,可能导致表面过早封固,结果外观虽然不错,但内部的熔合却不十分良好,为了避免这种缺陷的发生,可以对初始产品进行检查,一直到外观和内部质量满意为止
2 ,合模 1 )、开模:模具打开,排空阀、排泄阀均打开
顶杆从推出位置缩回原状,停顿若干秒
开模排泄阀空气阀2 )、合模:一般合模过程有个从快速到慢速的变化,以防止模具的撞击
这种合模速度的转换,通常是靠行程开关控制油路的转换来实现 3 、充模 1 )、加料 加料有间歇式加料、无间歇式加料等方式
若采用真空加料,则可直接使用无间歇加料,不过此时排气阀和排泄阀需关闭,真空阀打开
空气汽罐阀真空泵真空加料2 )、回料 模腔内被充满料后,压缩空气只得经过加料管、料斗吹出
这样,将料管内所剩的料吹回料斗,以免加热时,将料管内的余料粘接堵塞
3 )、关料枪 将料枪关闭并锁住,停止送料供气
空气空气关料枪回料 4、加热 要获得均匀而充分熔合的制品,必须有均