————————————————————————————————————-————————————FANUC数控机床简易教程一般代一般代码以及含义码以及含义G机床动作M辅助命令,机床辅助动作
如冷却油开关等
S主轴转速F进给分为分进给和转进给
M代代码的含义M00程序暂停M01选择停,机床上同时操作才有效
M02程序结束
M03主轴正转
一般和“S”一起使用
例:M03S500;M04主轴反转
通常情况下没有使用
M05主轴停止
经常和M00一起使用
例:M00; M05; ---通常在加工过程中测量尺寸使用
M08冷却液开M09冷却液关M11液压主轴紧M12液压主轴松M28返回原点例:M28U0W0;---快速返回参考点M30程序结束并返回程序起点
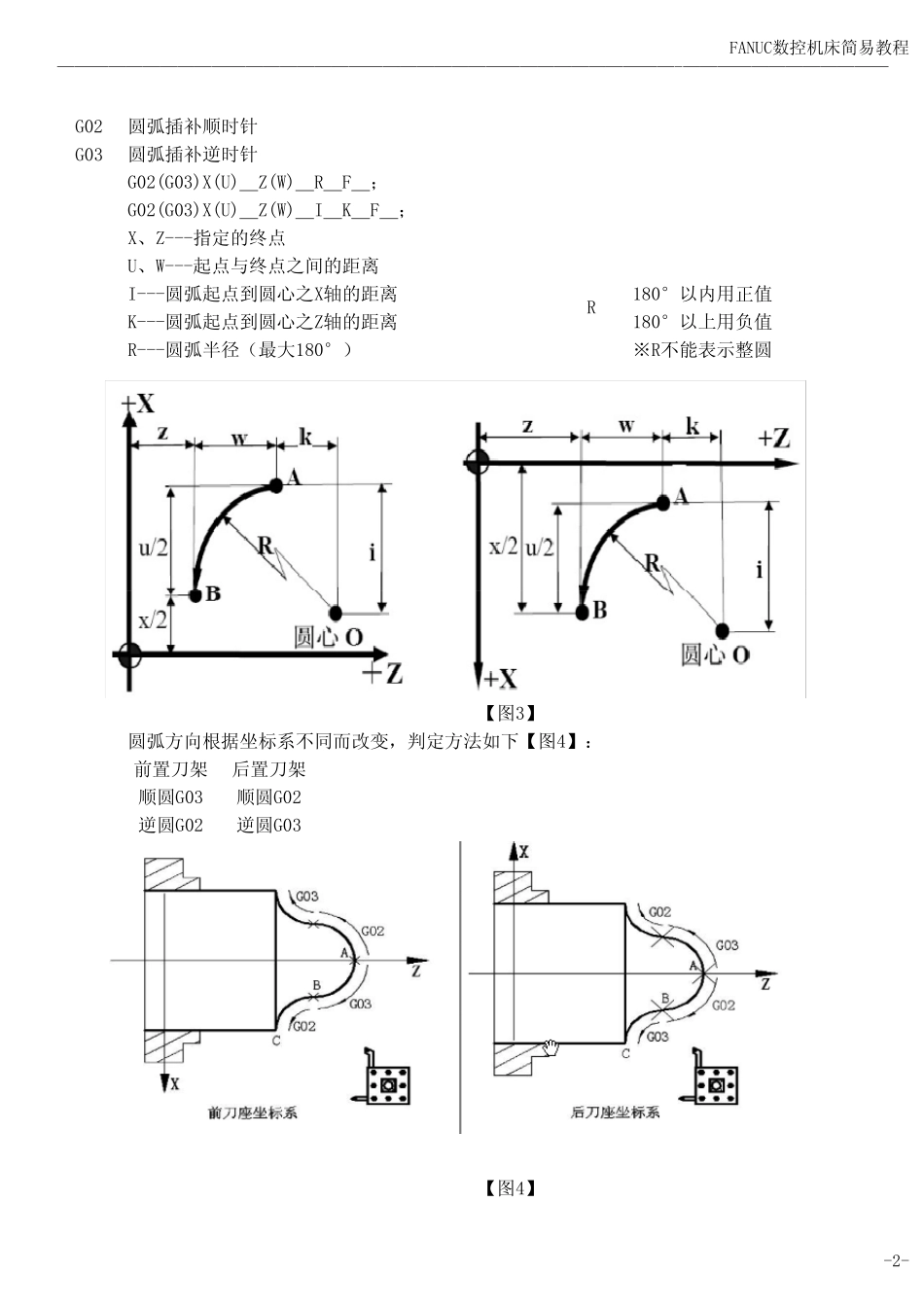
G代码的含义G00快速定位
“F”指令对G00无效
G00X(U)_Z(W)_;例P1→P2【图1】N10G00X50
0;※G00移动时禁止碰到工件
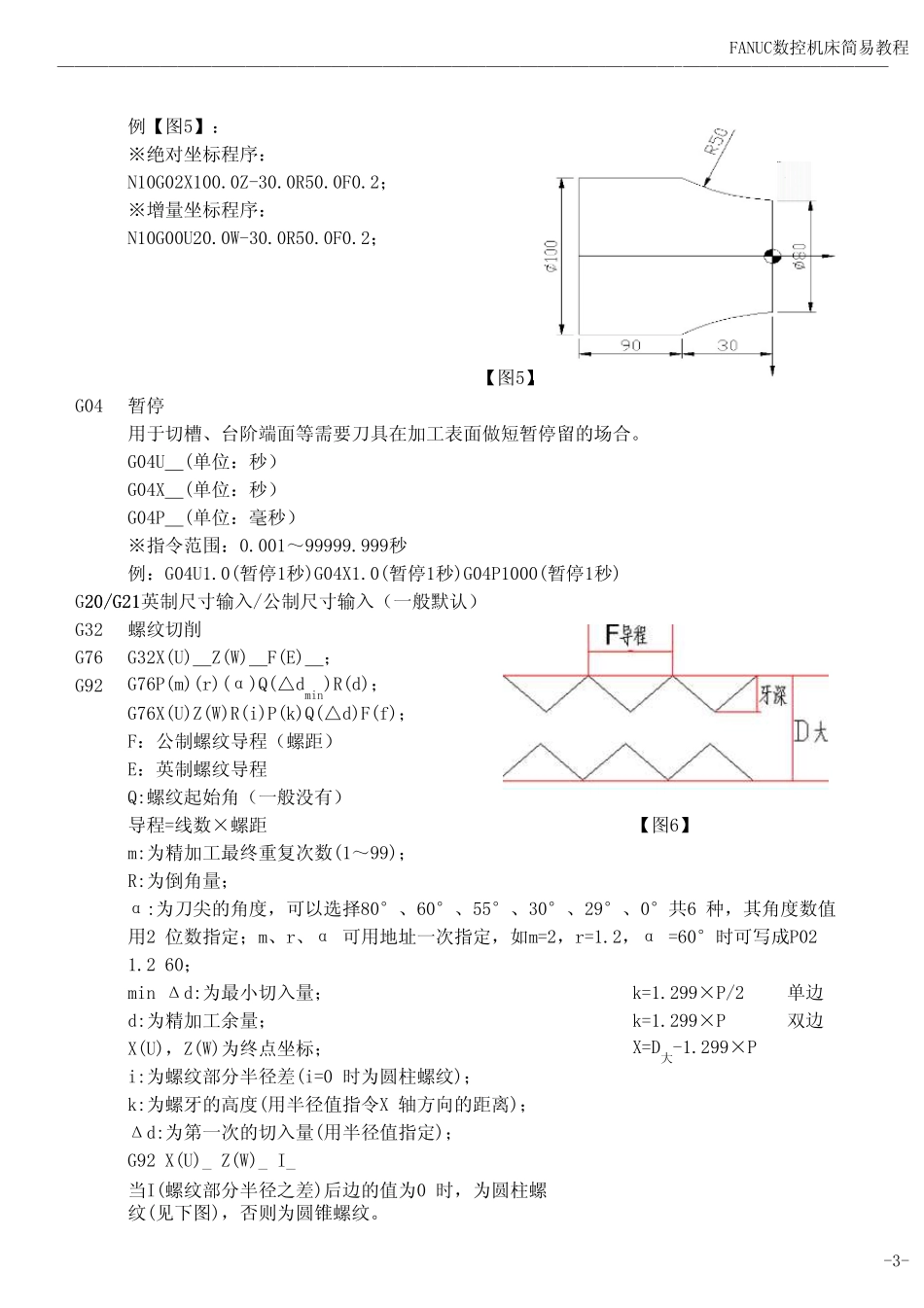
【图1】G01直线进给切削G01X(U)_Z(W)_F_;例A→B→C【图2】※绝对坐标程序:N10G00X50
2;A→BN20 X100
0;B→C※增量坐标程序:N10G00U0
2;A→BN20 U50
0;B→C※模态指令,相同加工方式可以记忆
【图2】-1-————————————————————————————————————-————————————FANUC数控机床简易教程G02圆弧插补顺时针G03圆弧插补逆时针G02(G03)X(U)_Z(W)_R_F_;G02(G03)X(U)_Z(W)_I_K_F_;X、Z---指定的终点U、W---起点与终点之间的距离I---圆弧起点到圆心之X轴的距离180°以内用正值K---圆弧起点到圆心之Z轴的距离180°以上用负值R---圆弧半径(最大180°)※R不能表示整圆R【