孔加工固定循环指令 G 81 定点钻孔循环(G81) 1
格式 X_ Y_:孔位数据 Z_:孔底深度(绝对坐标) R_:每次下刀点或抬刀点 (绝对坐标) F_:切削进给速度 K_:重复次数(如果需要的话) 2
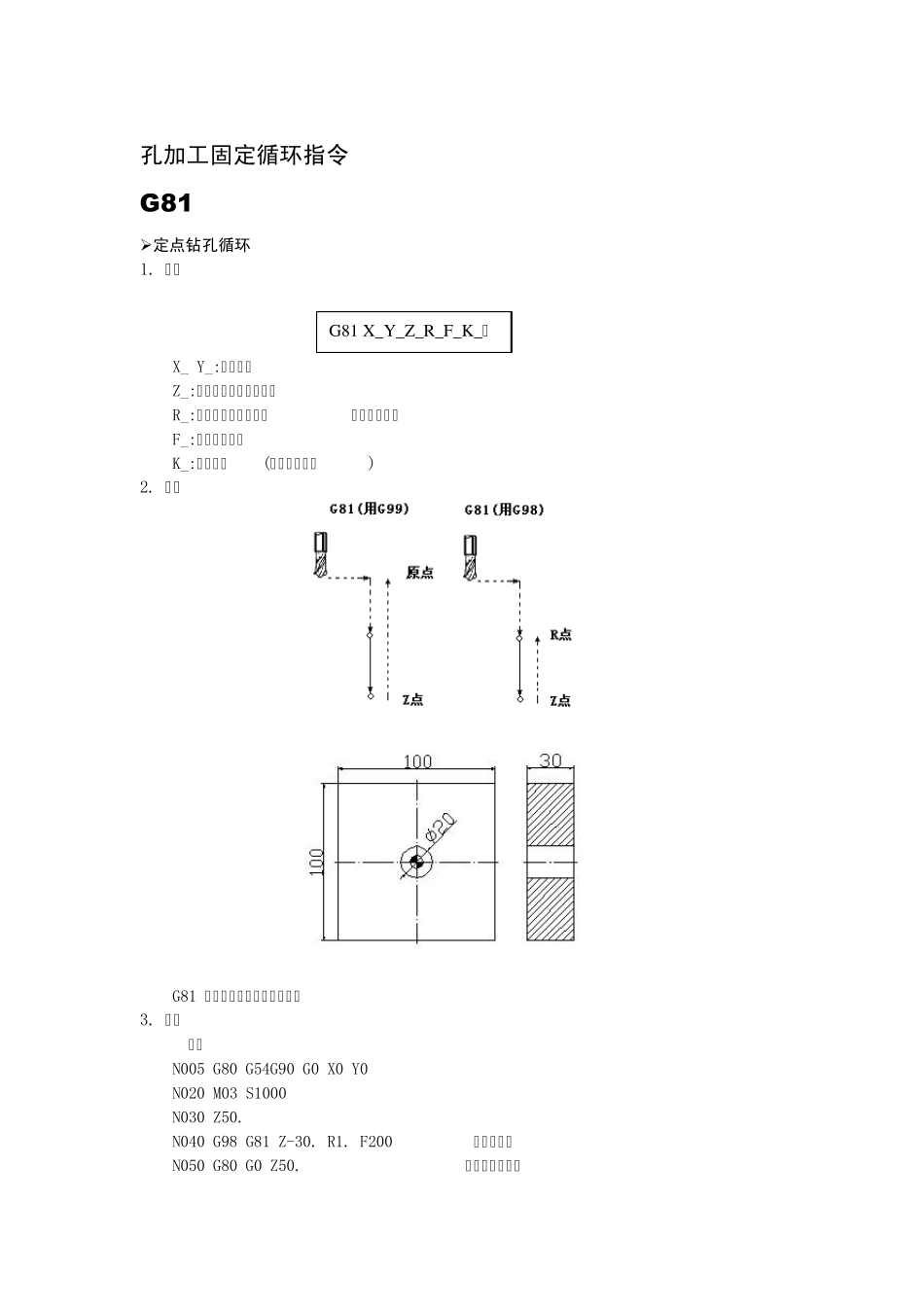
功能 G81 命令可用于一般的孔加工
例题 如图 N005 G80 G54G90 G0 X0 Y0 N020 M03 S1000 N030 Z50
N040 G98 G81 Z-30
F200 ;钻孔循环 N050 G80 G0 Z50
;取消固定循环 G81 X_Y_Z_R_F_K_; N060 M05 N070 M30 G 82 钻孔循环(G82) 1
格式 X_ Y_:孔位数据 Z_:孔底深度(绝对坐标) R_:每次下刀点或抬刀点 (绝对坐标) P_:在孔底的暂停时间 (单位:毫秒) F_:切削进给速度 K_:重复次数(如果需要的话) 2
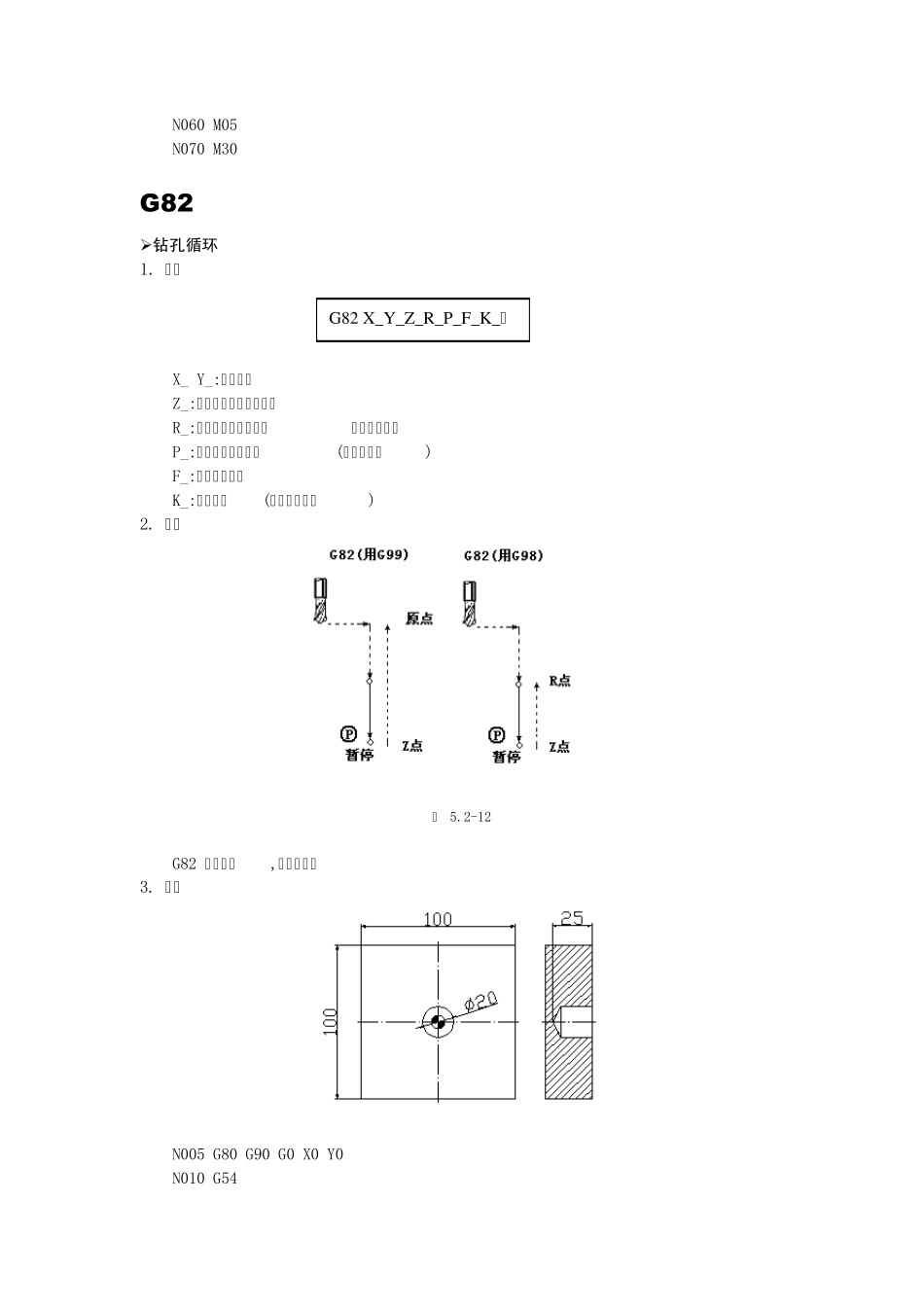
功能 图 5
2-12 G82 钻孔循环,反镗孔循环 3
例题 N005 G80 G90 G0 X0 Y0 N010 G54 G82 X_Y_Z_R_P_F_K_; N020 M03 S1000 N030 Z50 N040 G98 G82 Z-30 R1 P2000 F200 ;钻孔循环 N050 G80 G0 Z50 ;取消固定循环 N060 M05 N070 M30 G 83 深孔钻削循环(G83) 1
格式 X_ Y_:孔位数据 Z_:孔底深度(绝对坐标) R_:每次下刀点或抬刀点 (绝对坐标) Q_:每次切削进给的切削深度 F_:切削进给速度 K_:重复次数(如果需要的话) 2
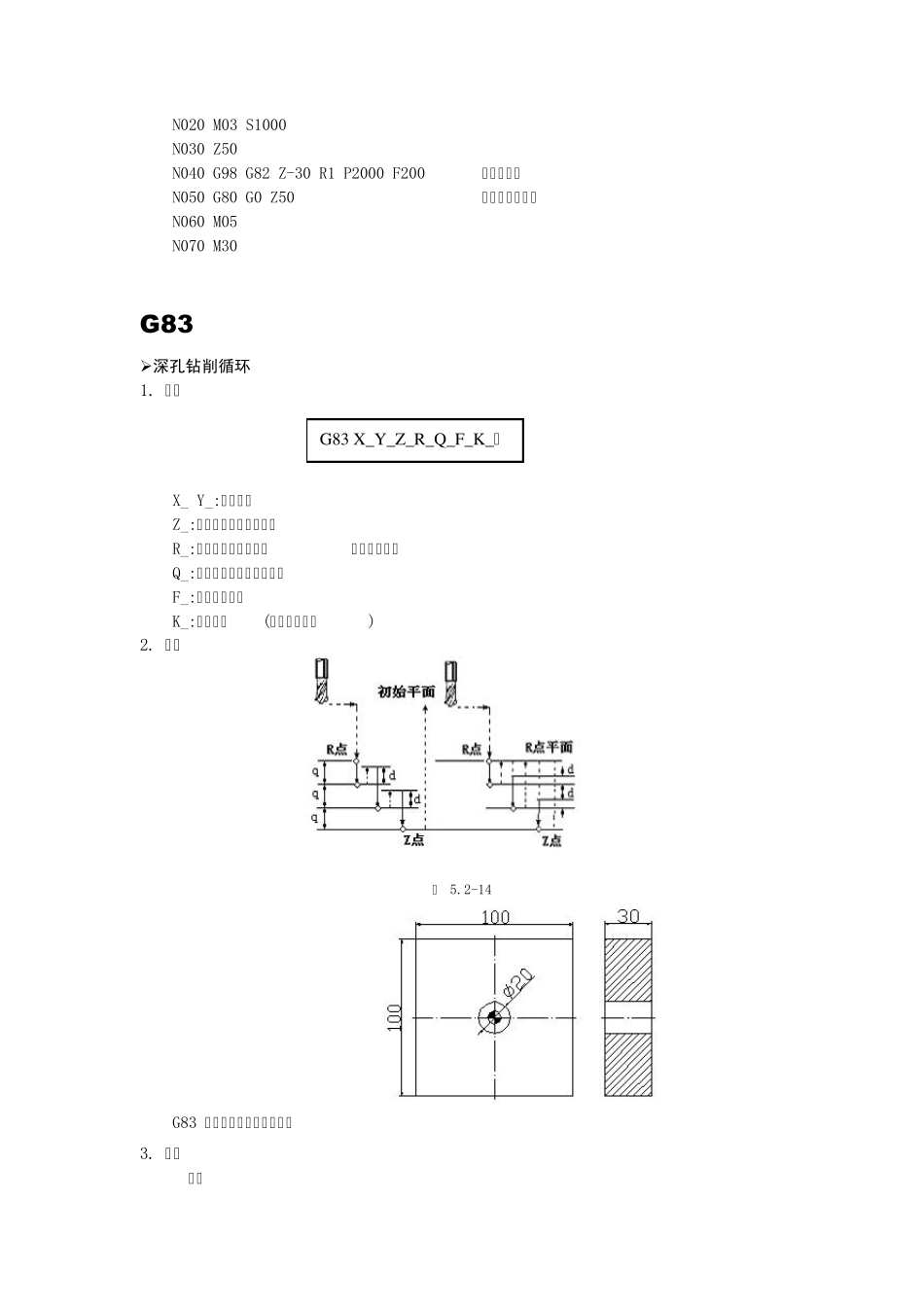
功能 图 5
2-14 G83 中间进给孔底快速退刀
例题 如图 G83 X_Y_Z_R_Q_F_K_; N005 G80 G90 G0 X0 Y0 N010 G54 N020 M03 S100