GSK980T 数控实习指导教案(共12 个课题) 1 课题一 数控车床入门知识和基本操作 一、数控车床介绍 数控车床是用计算机数字控制的车床(又称CNC车床)
将编好的加工程序输入到数控系统中,由数控系统通过车床X
Z轴去控制进给部件的动作顺序、移动量和进给速度,再配以主轴的转速和转向,加工各种形状的轴类或盘类零件
本工场共有大连产CK6136生产型数控车床8台(配广州系统)具备直线,圆弧,螺纹,各种循环,图形摸拟等多种功能
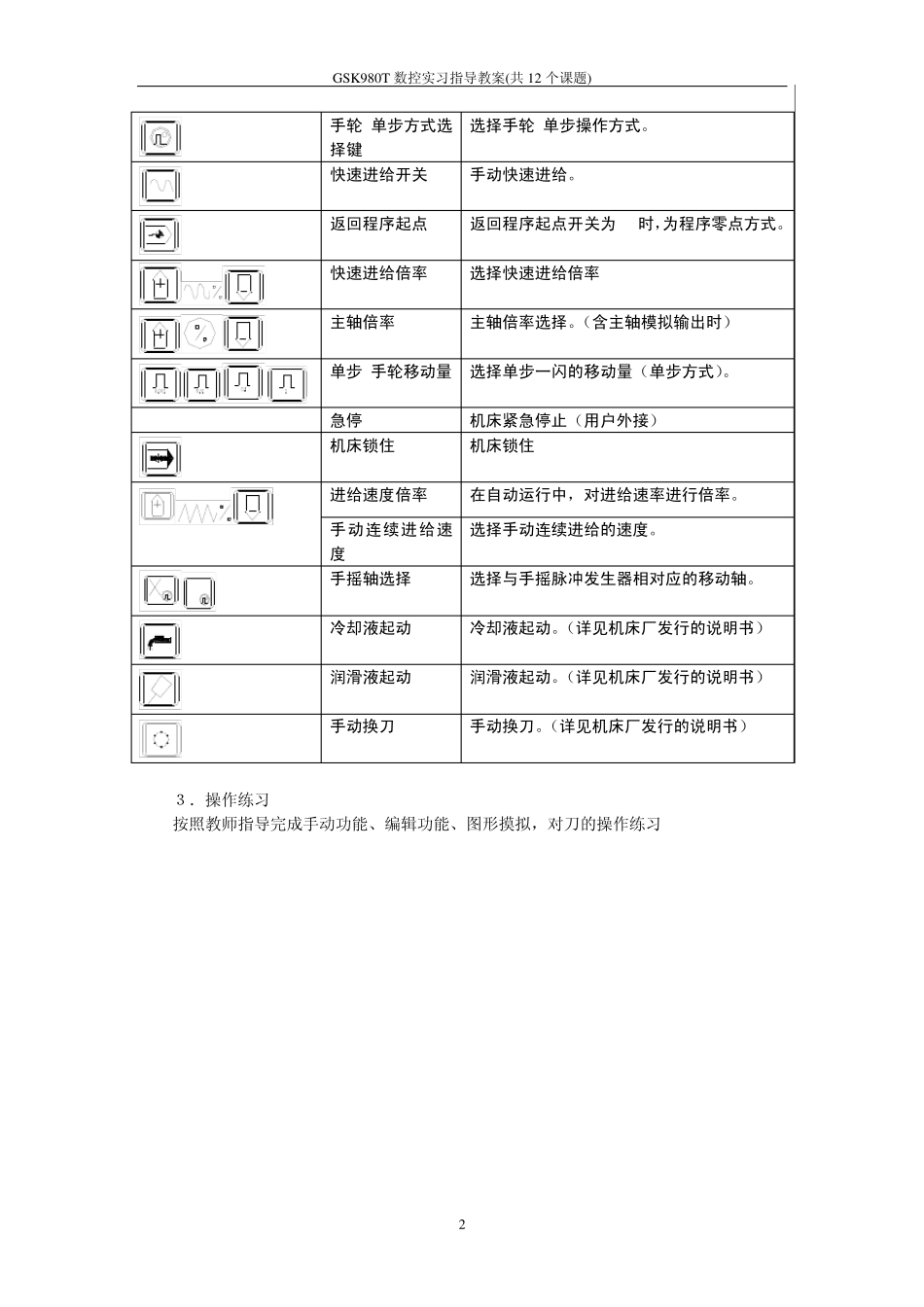
二、面板说明 1.面板图 2.各键作用 图形符号 名称 用途 循环启动按钮 自动运行启动 进给保持按钮 自动运行中刀具减速停止 录入方式选择键 选择录入操作方式 自动方式选择键 选择自动操作方式 编辑方式选择键 选择编辑操作方式 机械回零方式选择键 选择机械回零操作方式 手动方式选择键 选择手动操作方式 GSK980T 数控实习指导教案(共12 个课题) 2 手轮/单步方式选择键 选择手轮/单步操作方式
快速进给开关 手动快速进给
返回程序起点 返回程序起点开关为ON时,为程序零点方式
快速进给倍率 选择快速进给倍率 主轴倍率 主轴倍率选择
(含主轴模拟输出时) 单步/手轮移动量 选择单步一闪的移动量(单步方式)
急停 机床紧急停止(用户外接) 机床锁住 机床锁住 进给速度倍率 在自动运行中,对进给速率进行倍率
手动连续进给速度 选择手动连续进给的速度
Z 手摇轴选择 选择与手摇脉冲发生器相对应的移动轴
冷却液起动 冷却液起动
(详见机床厂发行的说明书) 润滑液起动 润滑液起动
(详见机床厂发行的说明书) 手动换刀 手动换刀
(详见机床厂发行的说明书) 3.操作练习 按照教师指导完成手动功能、编辑功能、图形摸拟,对刀的操作练习 GSK980T 数控实习指导教案(共12 个课题) 3 课题二 外圆、端面、台阶的加工 一.加工图纸 其