中国热处理行业协会新技术考察团于 1998年 10月 9日参观访问了美国Erie城附近的 Meadylle镇 SECO/WARWICK公司总部,了解了该公司开发的新技术和新产品
为了有助于我国热处理生产技术的发展,特在此做如下介绍
2 真空高压气淬的效果 由于要求真空热处理的零件和材料不断增多,真空加热气冷淬火技术有了迅速发展
工具钢的固溶处理和奥氏体化,合金钢和镍基、钴基合金通常都在熔盐中加热和油中淬火,导致工件开裂和畸变,而且还必须施行后清洗
SECO/WARWICK公司开发的一系列采取对流加热方式的真空高压气淬炉,气体压力从200kPa直到2000kPa,满足了在油淬和气淬中间领域的冷却速度要求
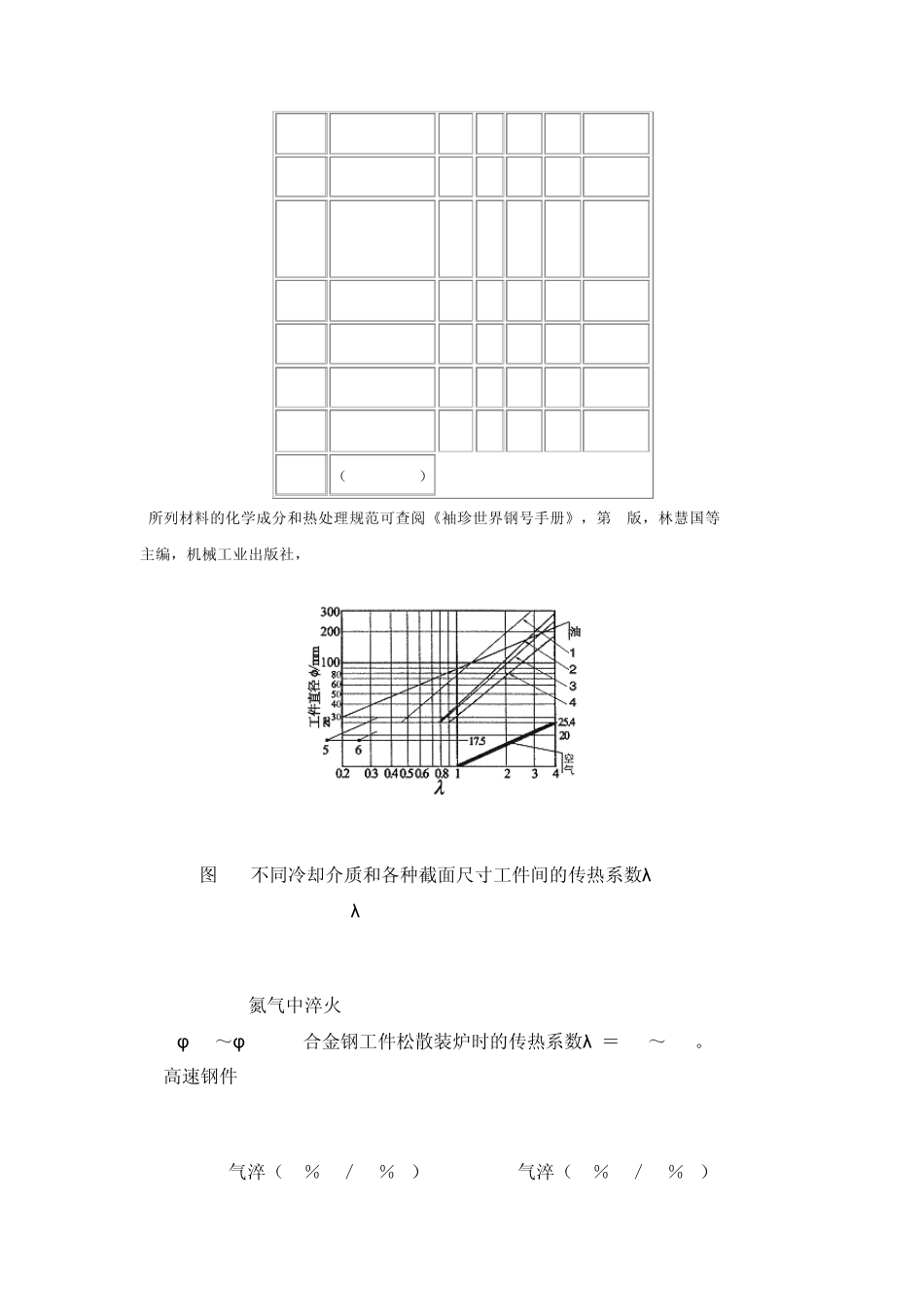
表1所列为各种合金钢在该公司开发的600kPa、1000kPa和 2000kPa真空气淬炉中的淬火冷却效果[1]
3 对流加热 众所周知,真空中的加热主要靠辐射,而辐射加热只有在 760℃(1400°F)以上才能表现出明显效果
为了在低温下实现均匀而迅速的加热,采用往炉中通入惰性(或中性)气体的方式可保证对流热传导
为实现均匀快速的对流加热,炉子加热室必须有良好的绝热保温措施
对流加热可有效降低被加热件中的热应力,而工件中的应力有可能在热处理前的机加工或原始钢料中既已存在
对流加热是保证工件低畸变的前提条件,而且也可缩短淬火和回火加热周期
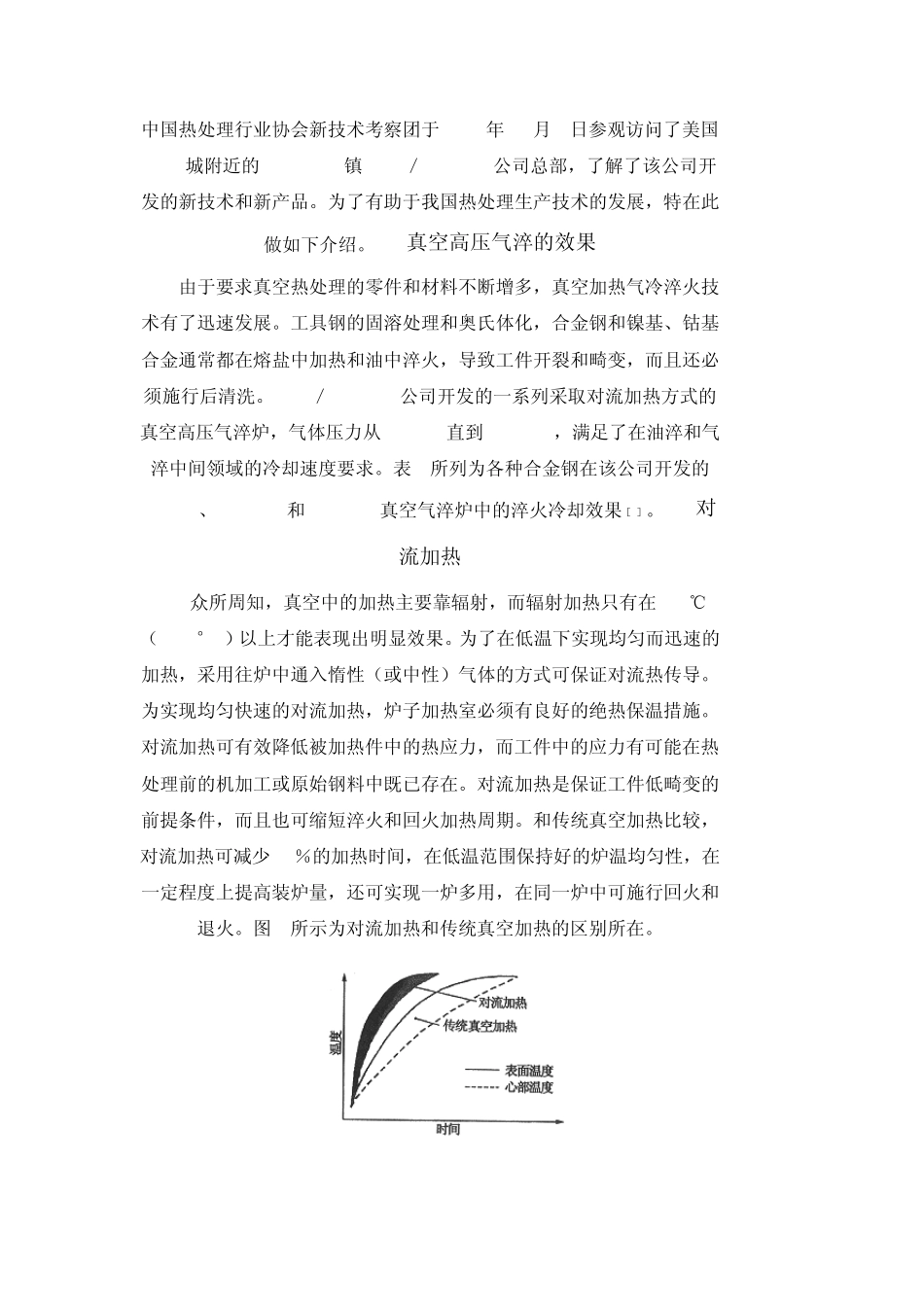
和传统真空加热比较,对流加热可减少 50%的加热时间,在低温范围保持好的炉温均匀性,在一定程度上提高装炉量,还可实现一炉多用,在同一炉中可施行回火和退火
图 1所示为对流加热和传统真空加热的区别所在
图1 对流加热和传统真空加热的比较 Fig
1 Conventional vs.traditional heating rates 4 高压气淬 由表1数据可知,和600kPa气淬比较,低合金钢在1000kPa和2000kPa气体压力下的淬火