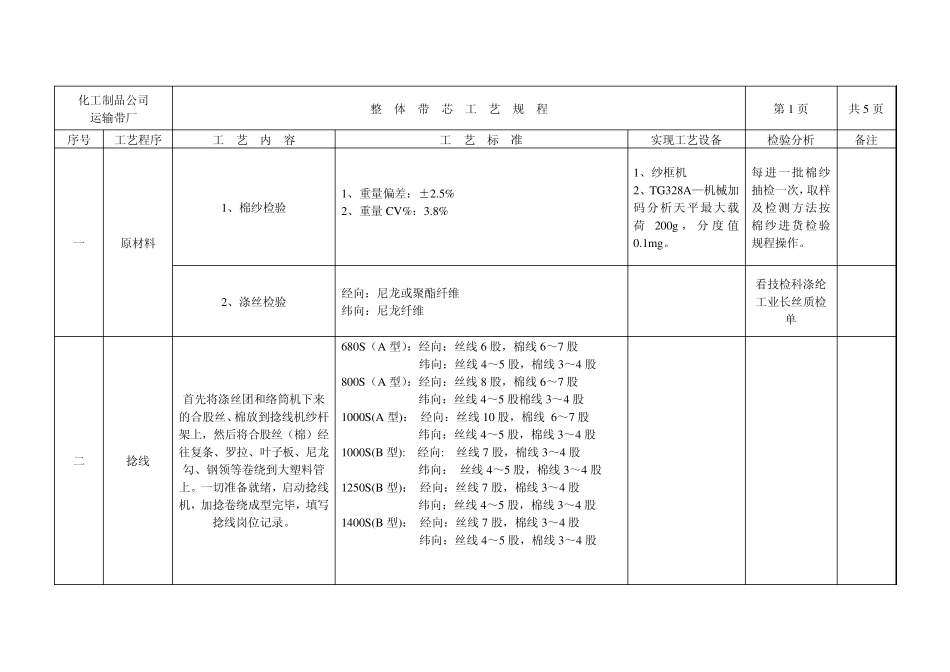
整体带芯生产工艺流程图 合格品 不 合 格 品 注:☆------关键工序 *------ 关键检验点 #------ 关键过程 捻 线 机 G # 涤丝* 棉纱* 络 筒 机 线 架 织 机 ☆验 布 * 成 品 带 处置 化工制品公司 运输带厂 整 体 带 芯 工 艺 规 程 第1 页 共5 页 序号 工艺程序 工 艺 内 容 工 艺 标 准 实现工艺设备 检验分析 备注 一 原材料 1、棉纱检验 1、重量偏差:±2
5% 2、重量CV%:3
8% 1、纱框机 2、TG328A—机械加码分析天平最大载荷 200g , 分度 值0
每进一批棉纱抽检一次,取样及检测方法按棉纱进货检验规程操作
2、涤丝检验 经向:尼龙或聚酯纤维 纬向:尼龙纤维 看技检科涤纶工业长丝质检单 二 捻线 首先将涤丝团和络筒机下来的合股丝、棉放到捻线机纱杆架上,然后将合股丝(棉)经往复条、罗拉、叶子板、尼龙勾、钢领等卷绕到大塑料管上
一切准备就绪,启动捻线机,加捻卷绕成型完毕,填写捻线岗位记录
680S(A 型):经向:丝线 6 股,棉线 6~7 股 纬向:丝线 4~5 股,棉线 3~4 股 800S(A 型):经向:丝线 8 股,棉线 6~7 股 纬向:丝线 4~5 股棉线 3~4 股 1000S(A 型): 经向:丝线 10 股,棉线 6~7 股 纬向:丝线 4~5 股,棉线 3~4 股 1000S(B 型): 经向: 丝线 7 股,棉线 3~4 股 纬向: 丝线 4~5 股,棉线 3~4 股 1250S(B 型): 经向:丝线 7 股,棉线 3~4 股 纬向:丝线 4~5 股,棉线 3~4 股 1400S(B 型): 经向:丝线 7 股,棉线 3~4 股 纬向:丝线 4~5 股,棉线 3~4 股 3 化工制品公司 运输带厂 整 体 带 芯 工 艺 规 程 第2 页 共5 页 序