加工中心(东芝系统)编程 课题: CNC 编程(东芝系统) 老 师: 赵天培 时 间: 2006-12-5 晚和2006-12-12 晚 教学目的: 加强CNC 技术人员的编程能力,使加工中心程式得以优化
教学重点: 各代码的用意及机床内部宏程式的设定
教学难点: 机床内部宏程式的设定
教 具: 主要过程: 先从程序的组成开始,再分讲各G 代码的用意,最后讲宏程序的设定及应用
主要内容: 数控编程技术的基本概概念: 数控编程一般可以分手工编程和自动编程
手工编程是指编制数控加工程序的各个步骤(零件图样分析、工艺处理、确定加工路线和工艺参数、计算数控机床所需的输入数据、编写零件的数控加工程序单以及程序的校验等)均由人工来完成
自动编程是指从零件的设计模型(或几何图形)来得到数控加工程序的全过程
其主要任务是计算加工走刀过程中的刀位点(Cu tter Location Point,简称 CL 点)
编程人员只需根据加工对象和工艺要求,借助 CAM 系统的交互式菜单,对加工中过程和工艺要求进行简单的描述,而由编程系统自动算出加工运动轨迹,并输出零件加工程序
1 . 程序的组成: 程序的类型:主程序、子程序和库程序
程序的规则:(1)程序名(个数不能多于 8 个)
(2)程序内容(包括各G 代码和M 代码及子程序)
(3)程序结尾
(主程序后一定要有 M02 或 M30) 2. 程序内的G 代码 2
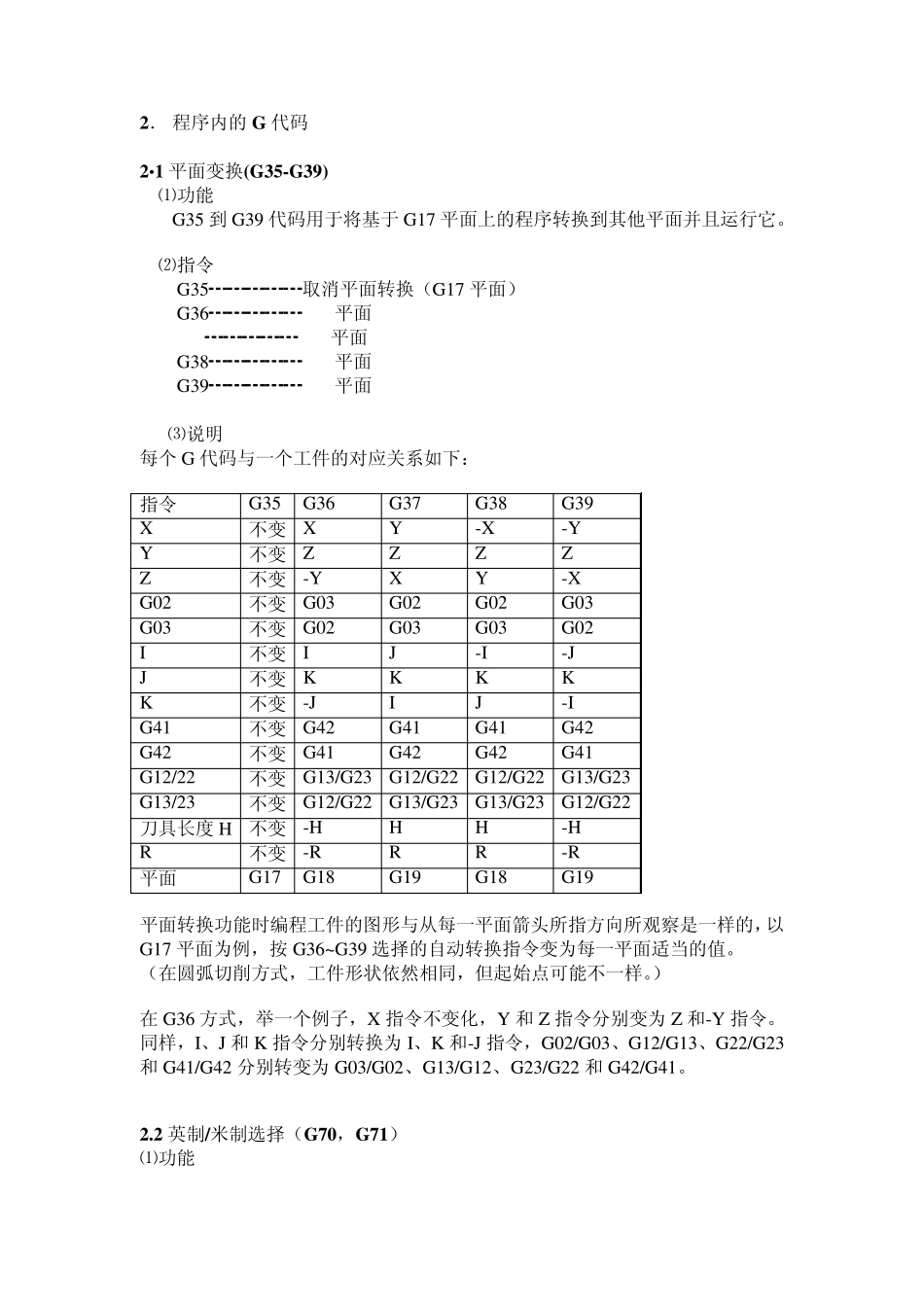
1 平面变换(G 35-G 39) ⑪功能 G35 到G39 代码用于将基于G17 平面上的程序转换到其他平面并且运行它
⑫指令 G35┅┅┅┅┅取消平面转换(G17 平面) G36┅┅┅┅┅G18平面 G37┅┅┅┅┅G19平面 G38┅┅┅┅┅G18平面 G39┅┅┅┅┅G19平面 ⑬说明 每个 G 代码与一个工件的对应关系如下: 指令 G35 G36 G37 G