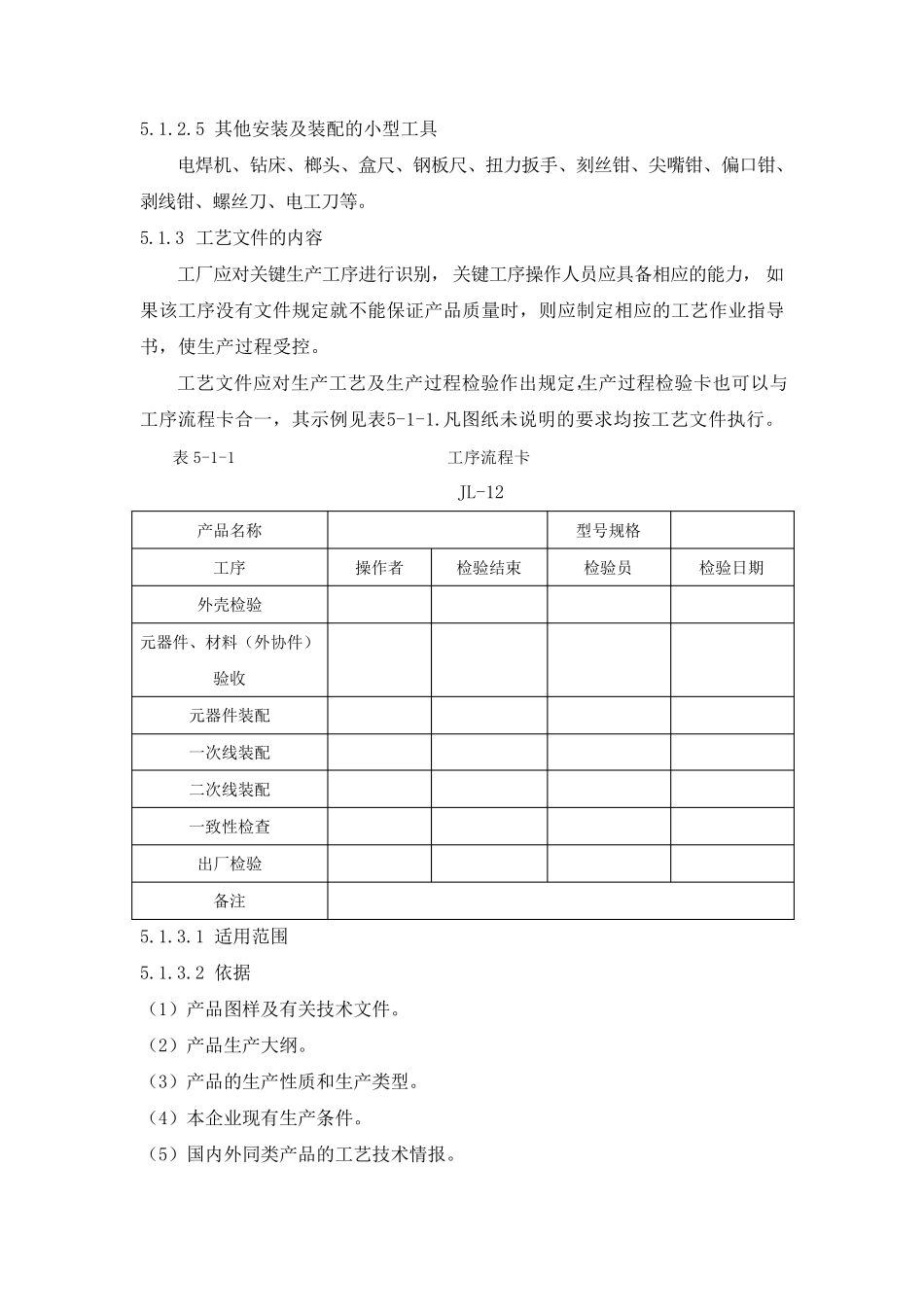
第5章 低压成套设备的生产设备及加工工艺 5
1 概述 低压成套设备加工装备与加工工艺是低压成套开关设备和控制设备技术的重要组成部分
它是制造完成低压成套设备所有的电器和机械的连接,用结构部件完整地组装在一起的一种组合体的一个过程
加工装备是保证质量,提高生产效率的有效手段
加工工艺是完成产品组装、最终交付用户,运行满意的有效工作程序
二者相辅相成,构成了完整的质量保证能力
由于各工厂的设备、设施、人力资源不完全相同,工艺水平差异很大,本书工艺要求仅供参考
1 低压成套设备的主要制造工序 低压成套设备的主要制造工序,如图5-1-1 所示
图5-1-1 低压成套设备的主要制造工序流程图 5
2 生产加工设备 5
1 壳体加工设备 平整机、剪板机、折弯机、冲压机、液压机、金属焊接设备(钨极氩弧焊机、交直流氩弧焊机、二氧化碳保护焊机、螺柱焊机、点焊机)、注塑机、切割机、数控冲剪板材柔性加工线等,其中数控冲剪板材柔性加工线是先进、功能齐全的大型设备,也是壳体生产设备具有代表性设备
壳体加工的主要设备如图 5-1-2所示
2 表面处 理 设备 清 洗 装置 、喷 漆 装置 、喷 塑装置 、烘 箱 、空 气 压缩 机等设备,较 先进的为 自动 化静 电粉 末 涂 装生产线
如图 5-1-3 所示
3 母 排 加工设备 母 线加工机(母 排 切断 机、母 排 冲孔 机、母 排 折弯机)、台 钳 、钻 床 、角 磨机、砂 轮 机等,较 先进的为 母 排 加工柔性生产线
如图 5-1-4 所示
4 标 志 印 刷 设备 电脑 套管 印 号 机、电脑 标 签 打 印 机
如图 5-1-5 所示
元 部件装配 一次 线装配 完成制作 二次 线装配 产品包 装、搬 运 检 验 5
5 其他安装及装配的小型工具 电焊机、钻床