作业测定在装配生产线中的应用实例 某厂有一条汽车用发电机的装配生产线
现介绍如何用作业测定的方法确定该流水生产线的标准时间并对其进行改善
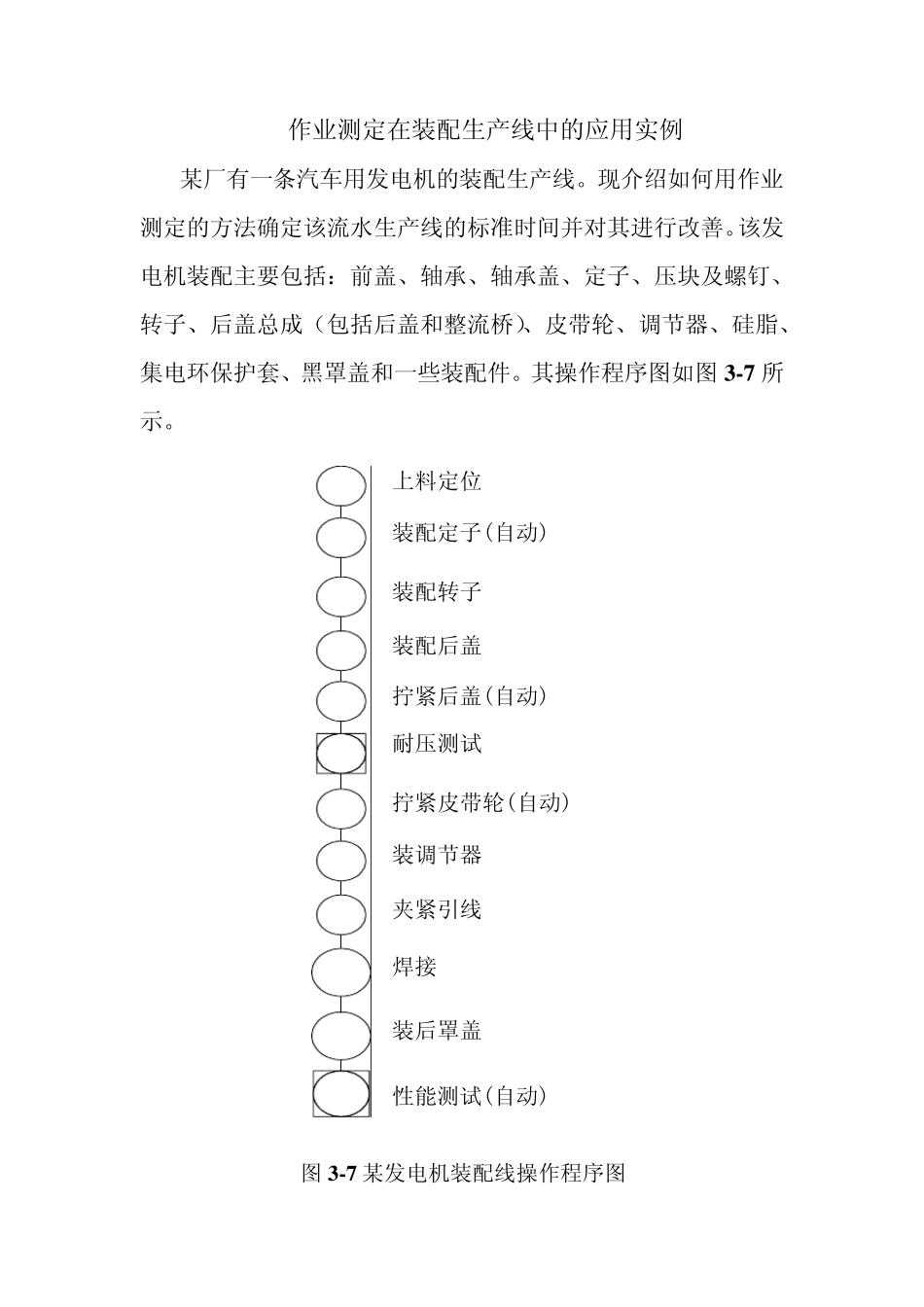
该发电机装配主要包括:前盖、轴承、轴承盖、定子、压块及螺钉、转子、后盖总成(包括后盖和整流桥)、皮带轮、调节器、硅脂、集电环保护套、黑罩盖和一些装配件
其操作程序图如图 3 -7 所示
11211109875432上料定位装配定子(自动)性能测试(自动)装后罩盖焊接夹紧引线装调节器拧紧皮带轮(自动)耐压测试拧紧后盖(自动)装配后盖装配转子6 图 3 -7 某发电机装配线操作程序图 一、确定各工序作业的正常时间 (一)上料定位 1 .操作步骤 ⑴ 从工位器具中取前盖,目测检验型号是否有误后定位放置在随行工装上
⑵ 从前置料架上取定子放入前盖,并整理 6根定子引出线,使其垂直并在合适的位置,引线位置不得小于定子线圈内径
⑶ 分别取螺钉和压板并组合,将组合件插入前盖螺孔中,注意压板不得错位太多,以防后道自拧紧工序的导入发生困难
⑷ 按下绿色按钮放送完工工件到下一工序
2 .工位配置 ⑴ 配置前盖组件前置式送料装置,二层(下层进料盘,上层回料盘) ⑵ 配置定子前置式送料装置,二层(下层进料盘,上层回料盘) 3 .工位作业时间测定 采用模特法进行动作因素分析
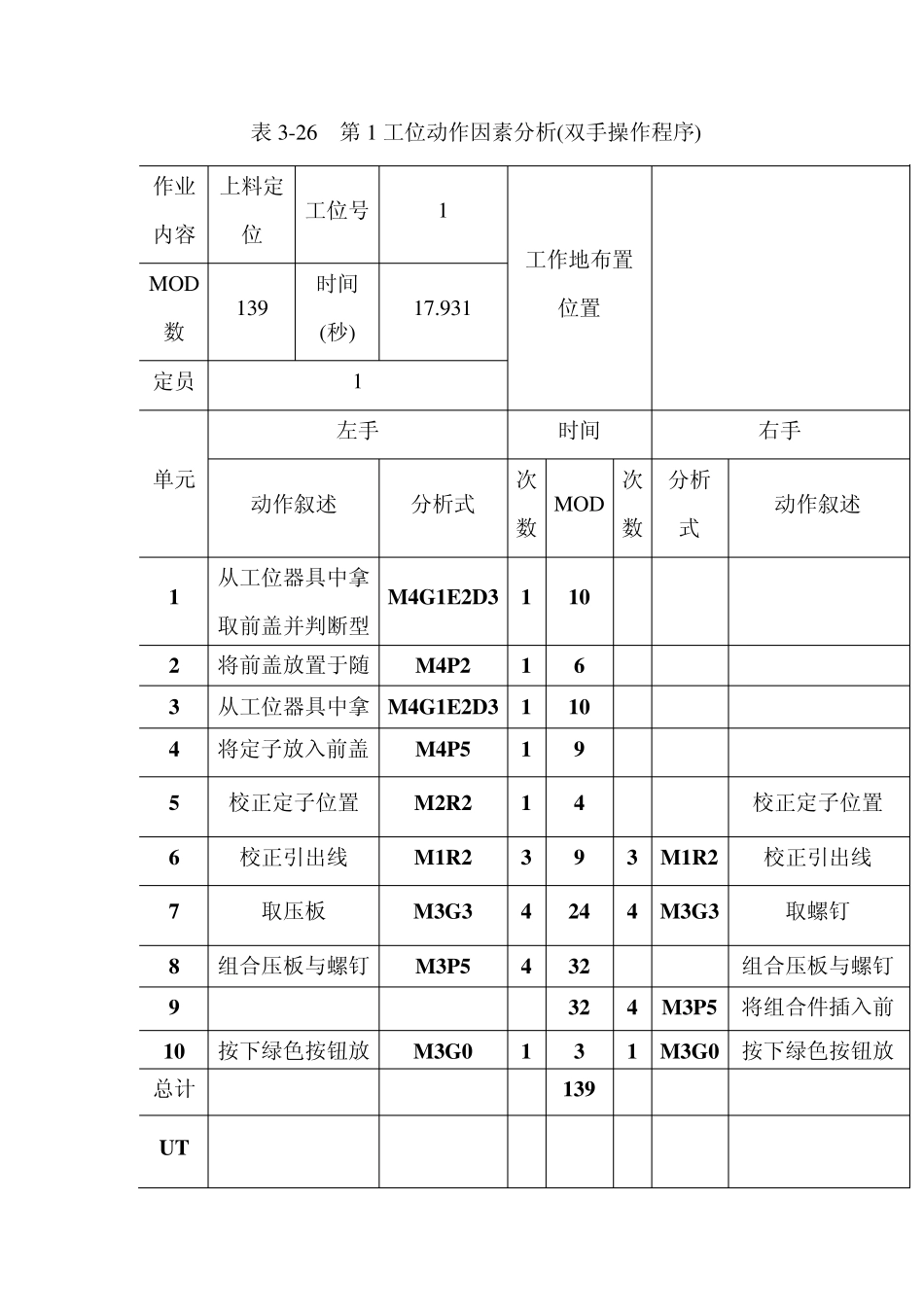
表 3-26为第 1工位双手操作程序图
求得正常时间为 17
表3-26 第1 工位动作因素分析(双手操作程序) 作业 内容 上料定位 工位号 1 工作地布置位置 MOD数 139 时间(秒) 17
931 定员 1 单元 左手 时间 右手 动作叙述 分析式 次数 MOD 次数 分析式 动作叙述 1 从工位器具中拿取前盖并判断型M4G1E2D3 1 10 2 将前盖放置于随M4P2 1 6 3 从工位器具中拿 M4G1E2D3 1 10 4 将定子放入前盖 M4P5 1