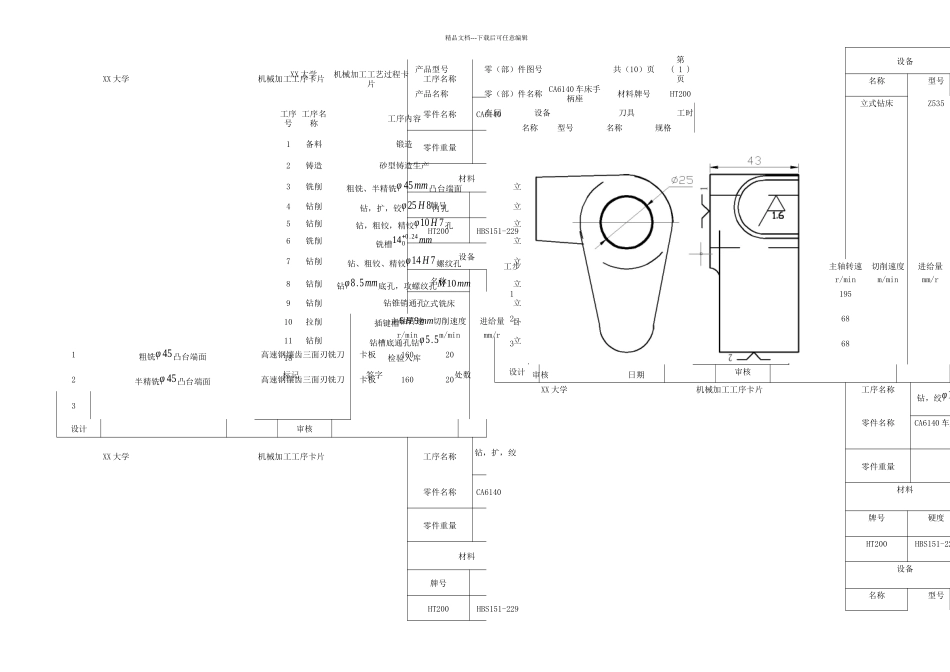
精品文档---下载后可任意编辑机械加工工艺规程卡片精品文档---下载后可任意编辑XX 大学机械加工工序卡片工序名称零件名称CA6140零件重量材料牌号HT200HBS151-229设备名称立式铣床主轴转速切削速度进给量r/minm/minmm/r1粗铣φ 45凸台端面高速钢镶齿三面刃铣刀卡板160202半精铣φ 45凸台端面高速钢镶齿三面刃铣刀卡板160203设计审核XX 大学机械加工工序卡片工序名称钻,扩,绞零件名称CA6140零件重量材料牌号HT200HBS151-229设备名称型号立式钻床Z535工步安装及工步说明刀具量具主轴转速切削速度进给量r/minm/minmm/r1钻孔φ23mm高速钢锥柄标准麻花钻卡尺1952扩孔φ24
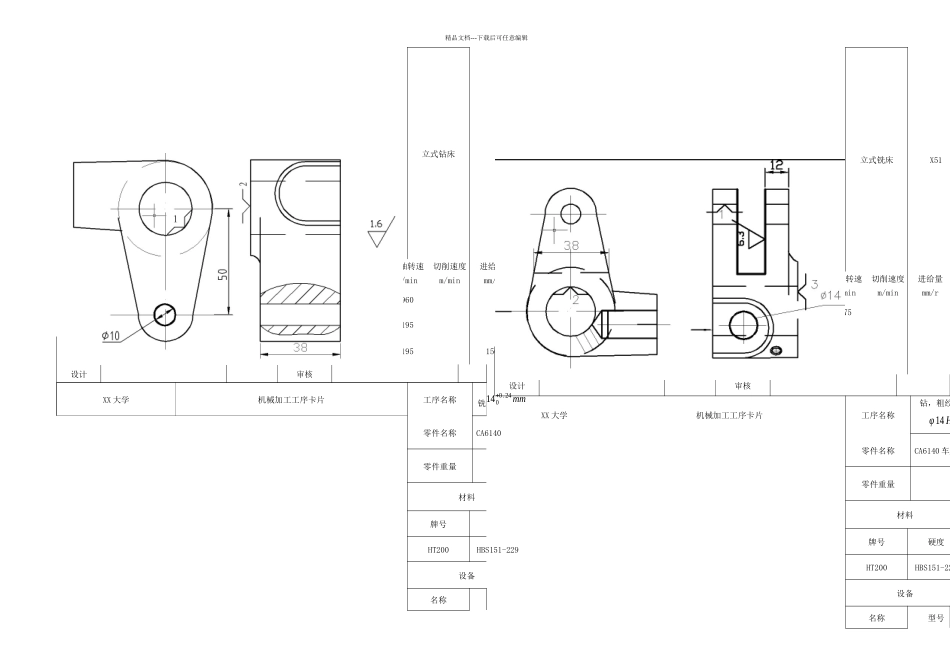
084mm高速钢锥柄扩孔钻卡尺683铰φ25 H 8孔高速钢锥柄机用铰刀卡尺68设计审核XX 大学机械加工工序卡片工序名称钻,绞φ10 H 7零件名称CA6140 车床手柄座零件重量材料牌号硬度HT200HBS151-229设备名称型号XX 大学机械加工工艺过程卡片产品型号零(部)件图号共(10)页第( 1 )页产品名称零(部)件名称 CA6140 车床手柄座材料牌号HT200工序号工序名称工序内容车间设备刀具工时名称型号名称规格1备料锻造2铸造砂型铸造生产3铣削粗铣、半精铣φ 45mm凸台端面立式铣床X51高速钢镶齿三面刃铣刀4钻削钻,扩,铰φ25 H 8内孔立式钻床Z535高速钢锥柄标准麻花钻5钻削钻,粗铰,精铰φ10 H 7孔立式钻床Z525高速钢锥柄麻花钻6铣削铣槽140+0
24mm立式铣床X51选用高速钢粗齿盘状铣刀7钻削钻、粗铰、精铰φ14 H 7螺纹孔立式钻床Z525高速钢锥柄麻花钻8钻削钻φ8
5mm底孔,攻螺纹孔M 10mm立式钻床Z525高速钢锥柄麻花钻9钻削钻锥销通孔立式钻床Z525高速钢麻花钻10拉削插键