洛阳香江万基氧化铝二期工程单套管加热器制作安装 施工组织设计 十一冶洛阳香江万基铝业工程项目部 第1页 1 、工程概况 洛阳香江万基氧化铝二期工程管道预热车间的单套管加热器座落在一期高压溶出车间南侧,呈南北走向布置
37m,宽7
132m,层间距1
3m,它由A 型(Ra101~103)三排18 根(蒸汽进口DN200),B 型(Ra104~106)三排18 根(蒸汽进口DN150)组成
每根单套管加热器的内管为D299×12,外管为D377×10 的无缝钢管,每根内管通过180°U型弯头连为一个整体单套管加热器,该设备共分六层安装于 H 型钢梁管道支架上
技术特性为: (1) 设计压力:内管7
7MPa,外管1
(2) 试验压力:内管11
9MPa,外管2
(3) 设计温度:内管184℃,外管190℃
(4) 介质特性:内管碱性浆料,外管碱性蒸汽
(5) 加热面积:每级 71
4×6=428
4m2 共 428
4×6=2570
(6) 规格材质:内管D299×12,16Mn;外管D377×10,20#钢
设备总重 546t/套
本设备因其 P、V 比不够,故不算压力容器,但是参照《钢制压力容器》进行设计、制造、试验和验收,并符合《压力容器安全技术监察规程》的规定,所以制造的技术质量要求也应按压力容器对待
本设备是氧化铝厂的“心脏”设备,在一期工程施工经验基础上,按更高技术要求来精心组织二期单套管的制作和安装
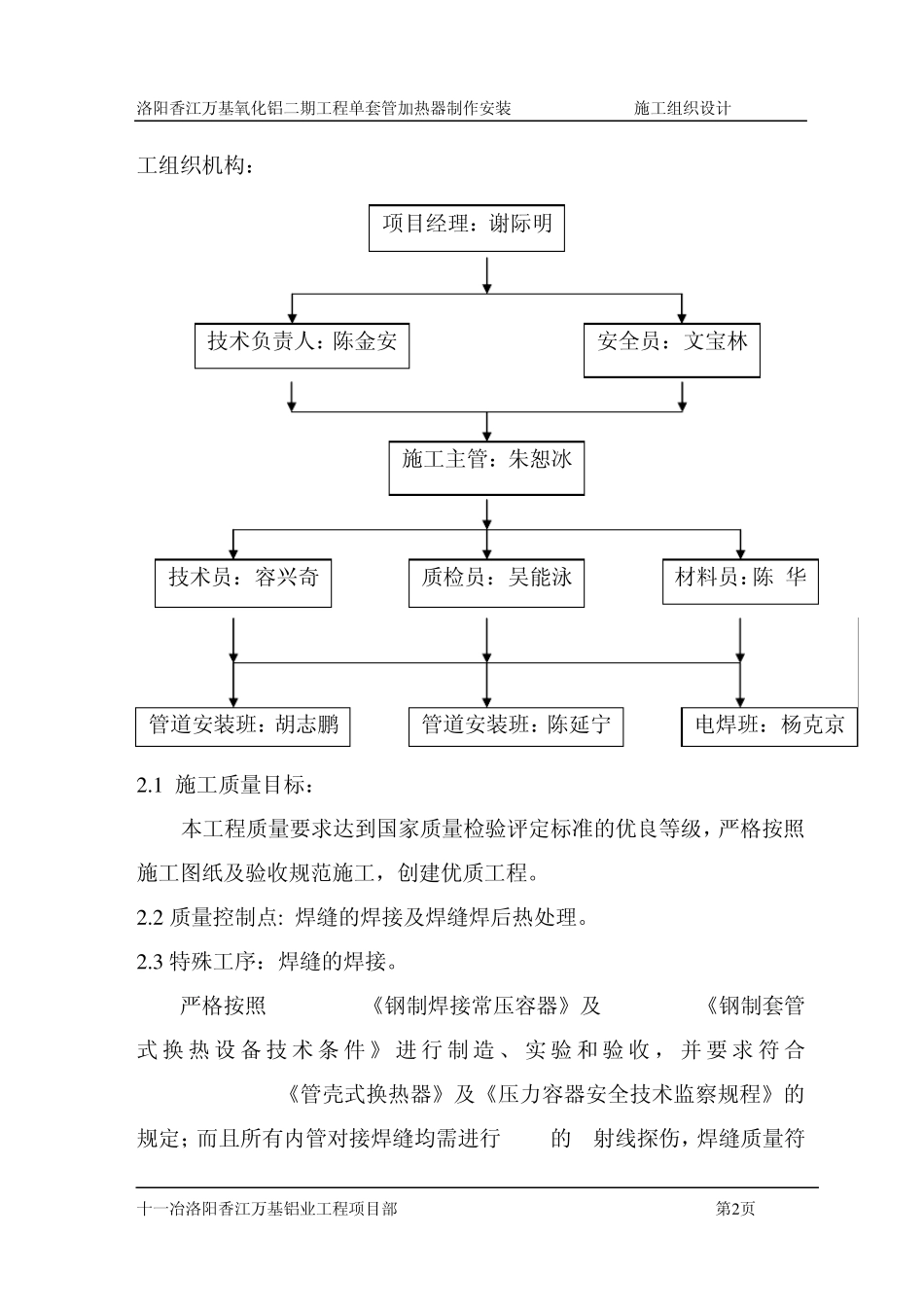
2 、施工部署 为了能确保本工程的施工质量、工期以及施工安全,特成立以下施洛阳香江万基氧化铝二期工程单套管加热器制作安装 施工组织设计 十一冶洛阳香江万基铝业工程项目部 第2页 工组织机构: 2
1 施工质量目标: 本工程质量要求达到国家质量检验评定标准的优良等级,严格按照施工图纸及验收规范施工,