1 压型钢板组合楼板施工工艺 一 、 施工准备 组 合 楼 板 施 工 前 , 应 对 压 型 钢 板 的 搬 运 、堆放、铺设、连接方法、板内配筋、预埋件以及浇筑混凝土的 方法等等都应 作详细规划, 并绘制压 型钢 板 平面排板 图, 梁和压 型 钢 板 连接的 节点图, 同时统计好板 的 型 号、规格和数量, 配件详图、规格和数量
本工 程压 型 钢 板 选用YX46-200-600型 压 型 钢 板
板 型 图如下: 46200200200600 二、 压型钢板加工 1、 压 型 钢 板 的 原材料应 有生产厂的 质量证明书
2、 压 型 钢 板 采用的 卷板 其质量应 符合 下表: 项目 容许偏差 备注 2 镰 刀 弯 ≤ 25 测 量 标 距 为 10 米一 个 波 高 波 浪 高 度 ≤ 8 3、 成 型 后 的 压 型 钢 板 及 包 角 板 的 基 板 不 得 有 裂 纹 ; 漆 膜应 无 裂 纹 、剥 落 等 缺 陷
4、 压 型 钢 板 长 度 的 容 许 偏 差 不 应 大 于 ±7mm, 横 向 剪 刀差 不 应 大 于 5mm
5、 压 型 钢 板 截 面 尺 寸 的 容 许 偏 差 不 应 超 过 下 表 : 截 面 高度 ( mm) 容 许 偏 差 备 注 覆 盖 宽度 波 距 波 高 70 +5 -2 ±2 ±2
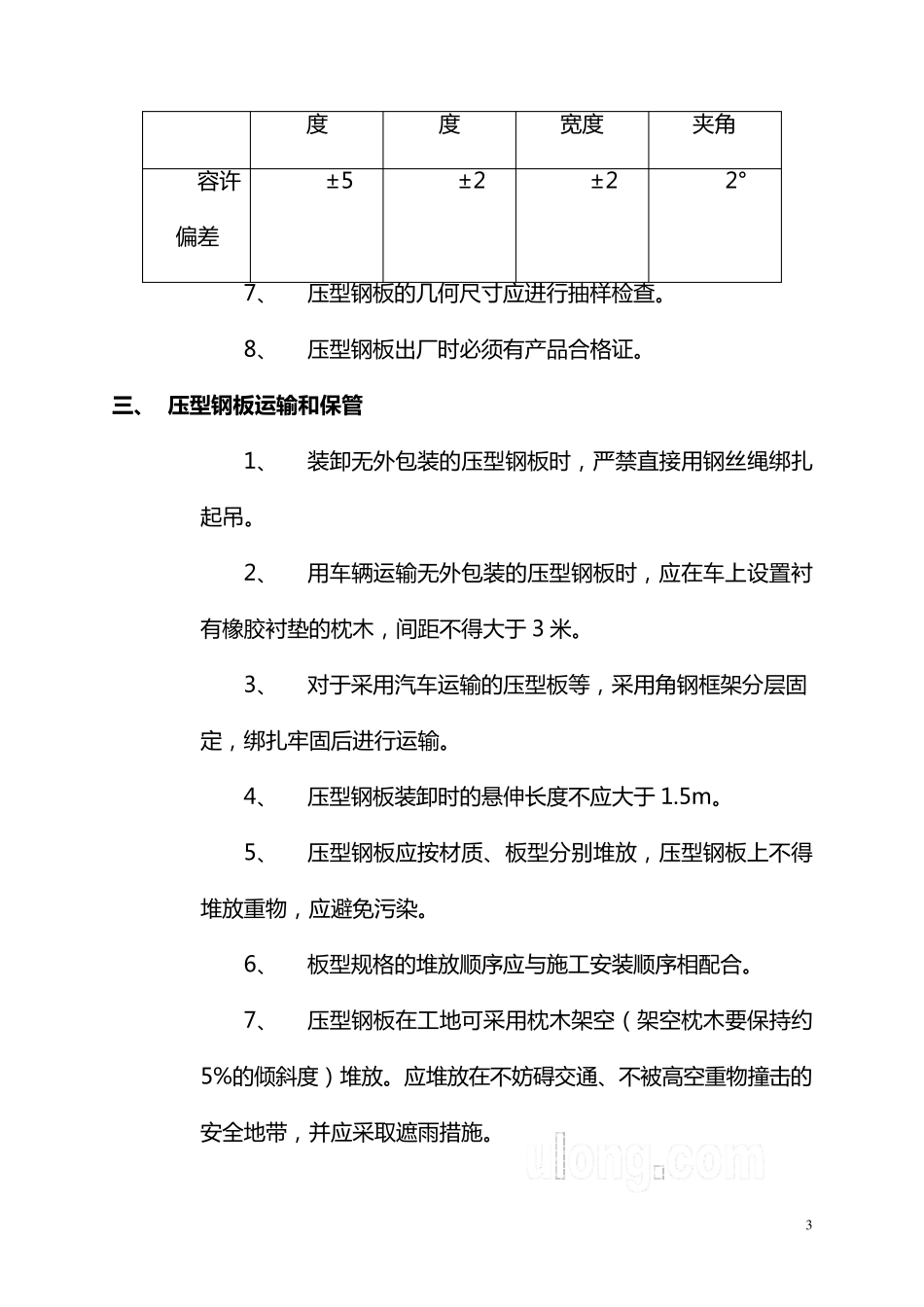
0 6、 包 角 板 几 何 尺 寸 的 容 许 偏 差 不 应 超 过 下 表 限 值 : 类 别 下 料 长下 料 宽弯 折 面弯 折 面 3 度 度 宽 度 夹 角 容 许偏 差 ±5 ±2 ±2 2° 7、 压型钢板的几何尺寸应进行抽样检查
8、 压型钢板出厂时必须有产品合格证
三 、 压型钢板运输和保管 1、 装卸无外包装的压型钢板时,严禁直接用钢丝绳绑扎起吊
2、 用车辆运输无外包装的压型钢板时,应在