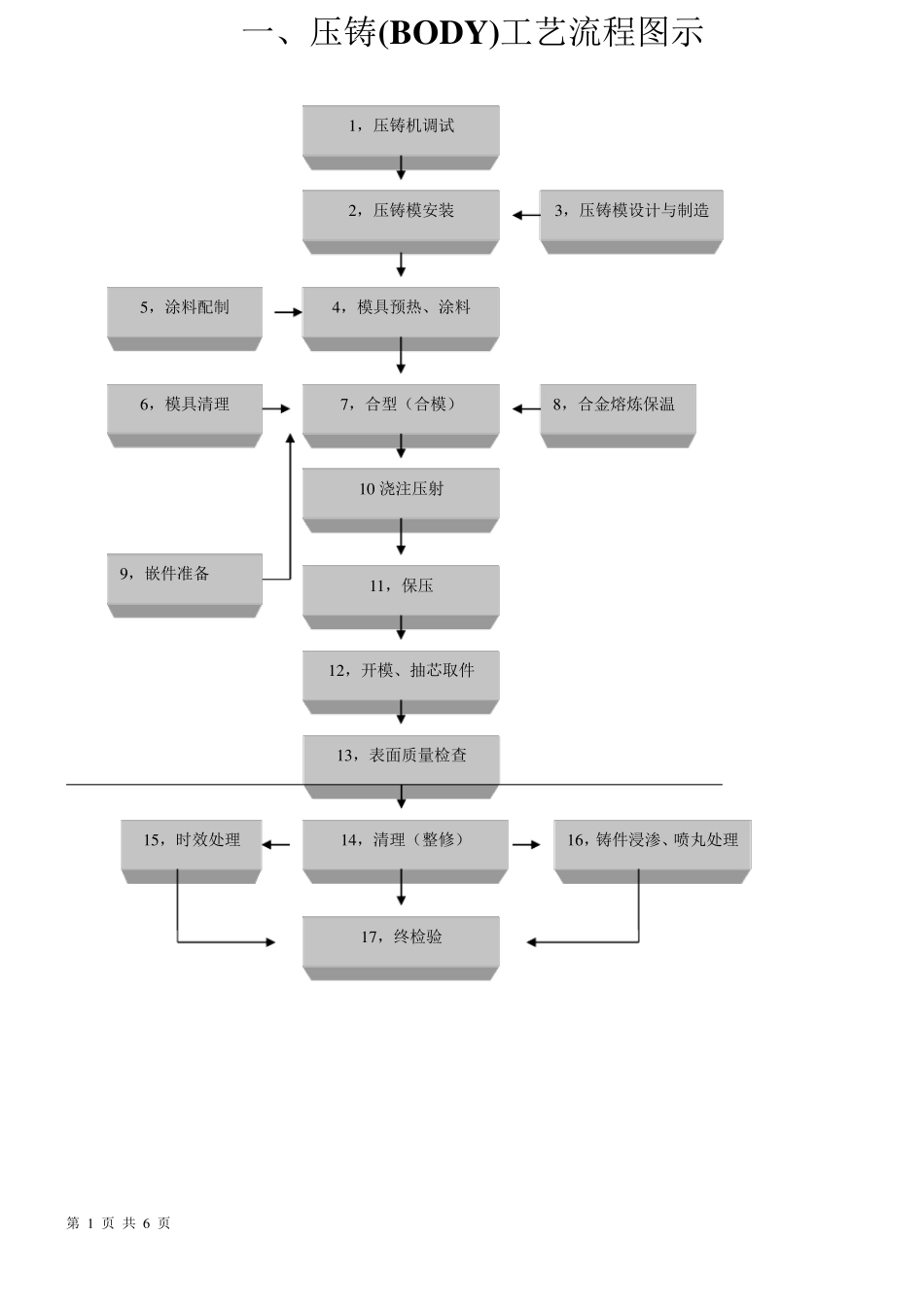
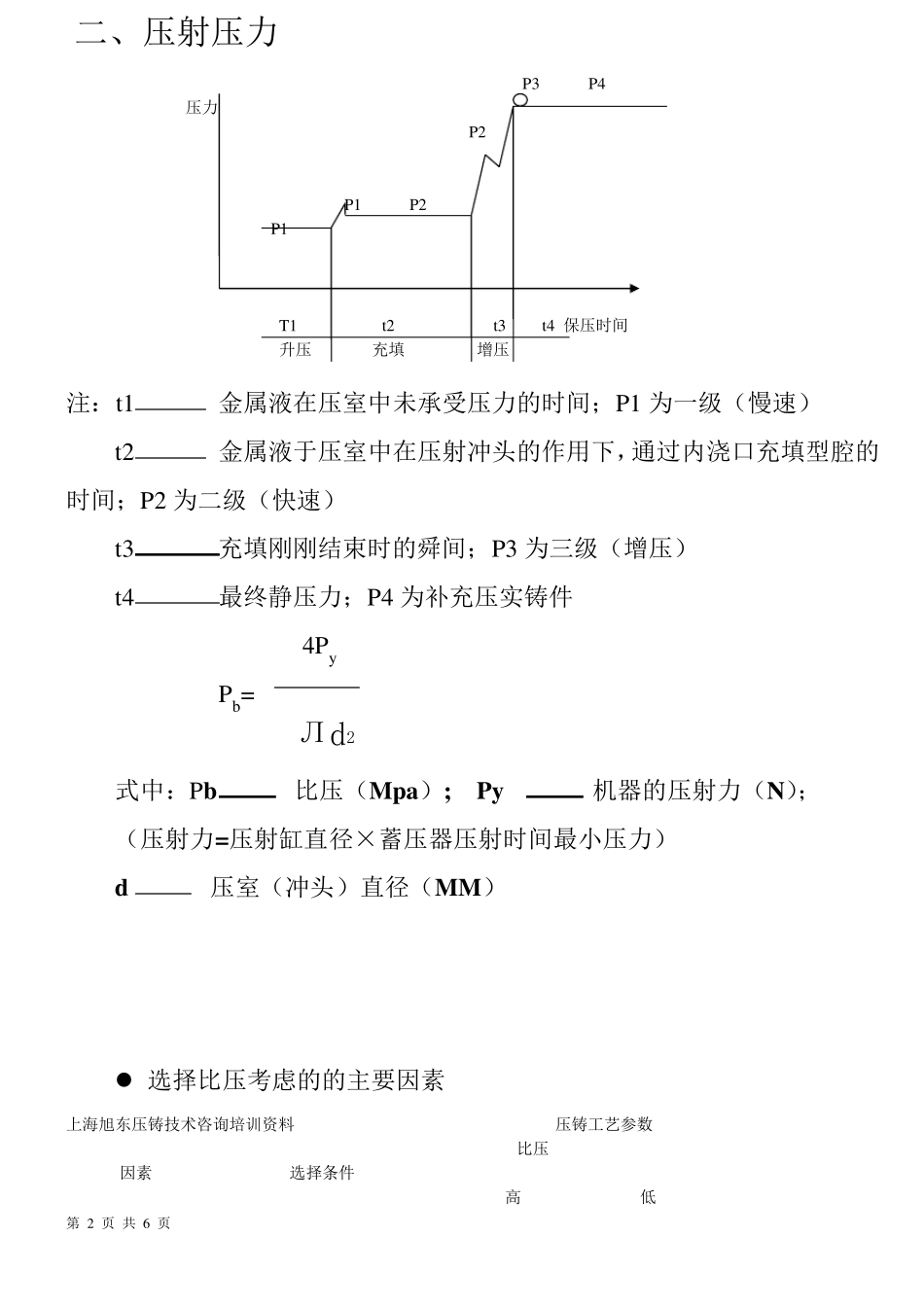
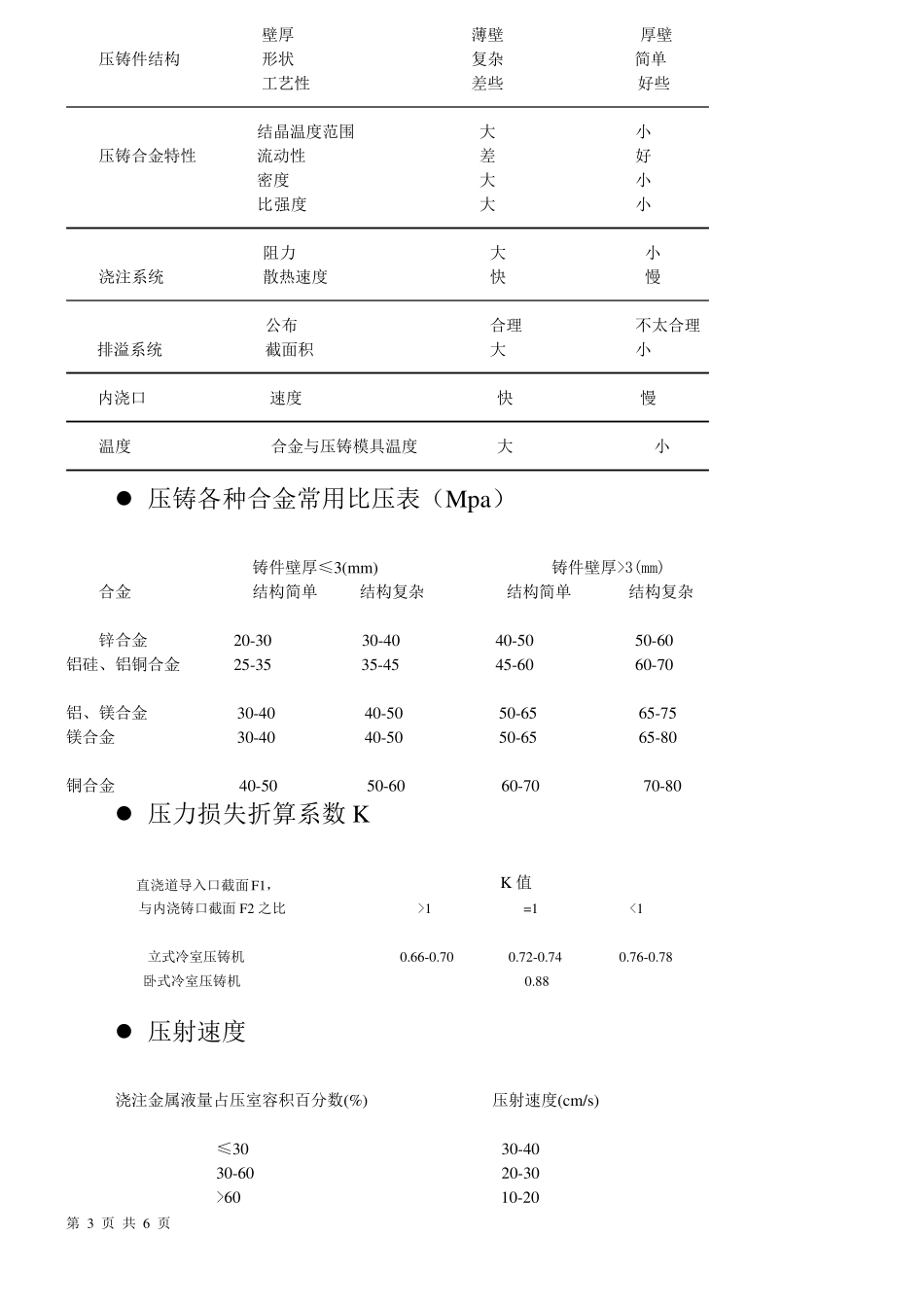
第 1 页 共 6 页 一、压铸(BODY)工艺流程图示 1 ,压铸机调试 2 ,压铸模安装 4 ,模具预热、涂料 7 ,合型(合模) 1 0 浇注压射 1 1 ,保压 1 2 ,开模、抽芯取件 1 4 ,清理(整修) 1 7 ,终检验 3 ,压铸模设计与制造 5 ,涂料配制 6 ,模具清理 8 ,合金熔炼保温 9 ,嵌件准备 1 3 ,表面质量检查 1 5 ,时效处理 1 6 ,铸件浸渗、喷丸处理 第 2 页 共 6 页 二、压射压力 P3 P4 压力 P2 P1 P2 P1 T1 t2 t3 t4 保压时间 升压 充填 增压 注:t1 金属液在压室中未承受压力的时间;P1 为一级(慢速) t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2 为二级(快速) t3 充填刚刚结束时的舜间;P3 为三级(增压) t4 最终静压力;P4 为补充压实铸件 4Py Pb= Лd2 式中:Pb 比压(Mpa); Py 机器的压射力(N); (压射力=压射缸直径×蓄压器压射时间最小压力) d 压室(冲头)直径(MM) 选择比压考虑的的主要因素 上海旭东压铸技术咨询培训资料 压铸工艺参数 比压 因素 选择条件 高 低 第 3 页 共 6 页 壁厚 薄壁 厚壁 压铸件结构 形状 复杂 简单 工艺性 差些 好些 结晶温度范围 大 小 压铸合金特性 流动性 差 好 密度 大 小 比强度 大 小 阻力 大 小 浇注系统 散热速度 快 慢 公布 合理 不太合理 排溢系统 截面积 大 小 内浇口 速度 快 慢 温度 合金与压铸模具温度 大 小 压铸各种合金常用比压表(Mpa) 铸件壁厚≤3(mm) 铸件壁厚>3(mm) 合金 结构简单 结构复杂 结构简单 结构复杂 锌合金 20-30 30-40 40-50 50-60 铝硅、铝铜合金 25-35 35-45 45-60 6