共和光伏产业园一期 200MWp 并网光伏电站升压站土建工程 吊 车 梁 施 工 专 项 方 案 上海金桥工程建设发展有限公司 共和产业园区光伏电站项目部 1 编制依据 1
1 中南电力设计院图《汽机房吊车梁》40-F441S-T0311; 1
2《火力发电厂焊接技术规程》D/LT869-2004; 1
3《钢结构工程施工质量验收规范》GB50205-2001; 1
4《电力建设规安全规范》、《华能海南东方电厂安全文明施工图册》; 1
5《涂装前钢材表面锈蚀等级和除锈等级》(BG8923-88); 2 工程概况 本工程为华能海南东方电厂新建建工程2×350MW 机组新建工程汽机房吊车的梁制作安装
吊车梁安装高度 22
41m,共 26 根,腹板为14mm 厚钢板,翼缘板 25mm 厚钢板,材质为Q235B
轨道型号为QU100
吊车数量和重量见下表: 序号 吊车梁代号 数量(根) 单件重量(t) 1 GDLQS9-S 2 4
8 2 GDLQS10-Z 16 5 3 GDLQS10-S 2 5
34 4 GDLQS9-B 2 4
7 5 GDLQS9-Z 2 4
42 6 GDLQS10-Za 2 5
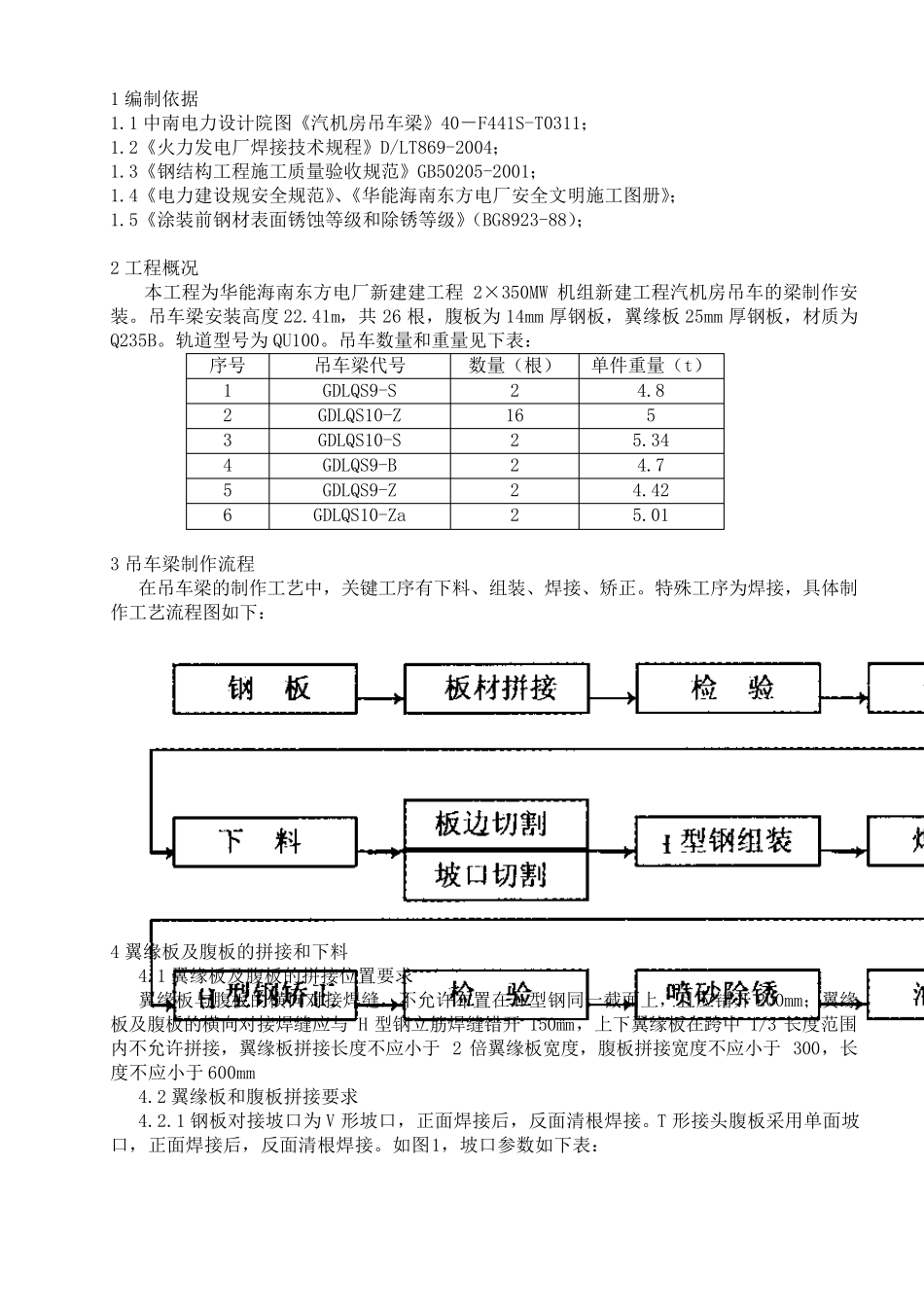
01 3 吊车梁制作流程 在吊车梁的制作工艺中,关键工序有下料、组装、焊接、矫正
特殊工序为焊接,具体制作工艺流程图如下: 4 翼缘板及腹板的拼接和下料 4
1 翼缘板及腹板的拼接位置要求 翼缘板与腹板的横向对接焊缝,不允许布置在 H 型钢同一截面上,且应错开 200mm;翼缘板及腹板的横向对接焊缝应与 H 型钢立筋焊缝错开 150mm,上下翼缘板在跨中1/3 长度范围内不允许拼接,翼缘板拼接长度不应小于 2 倍翼缘板宽度,腹板拼接宽度不应小于 300,长度不应小于 600mm 4
2 翼缘板和腹板拼接要求 4
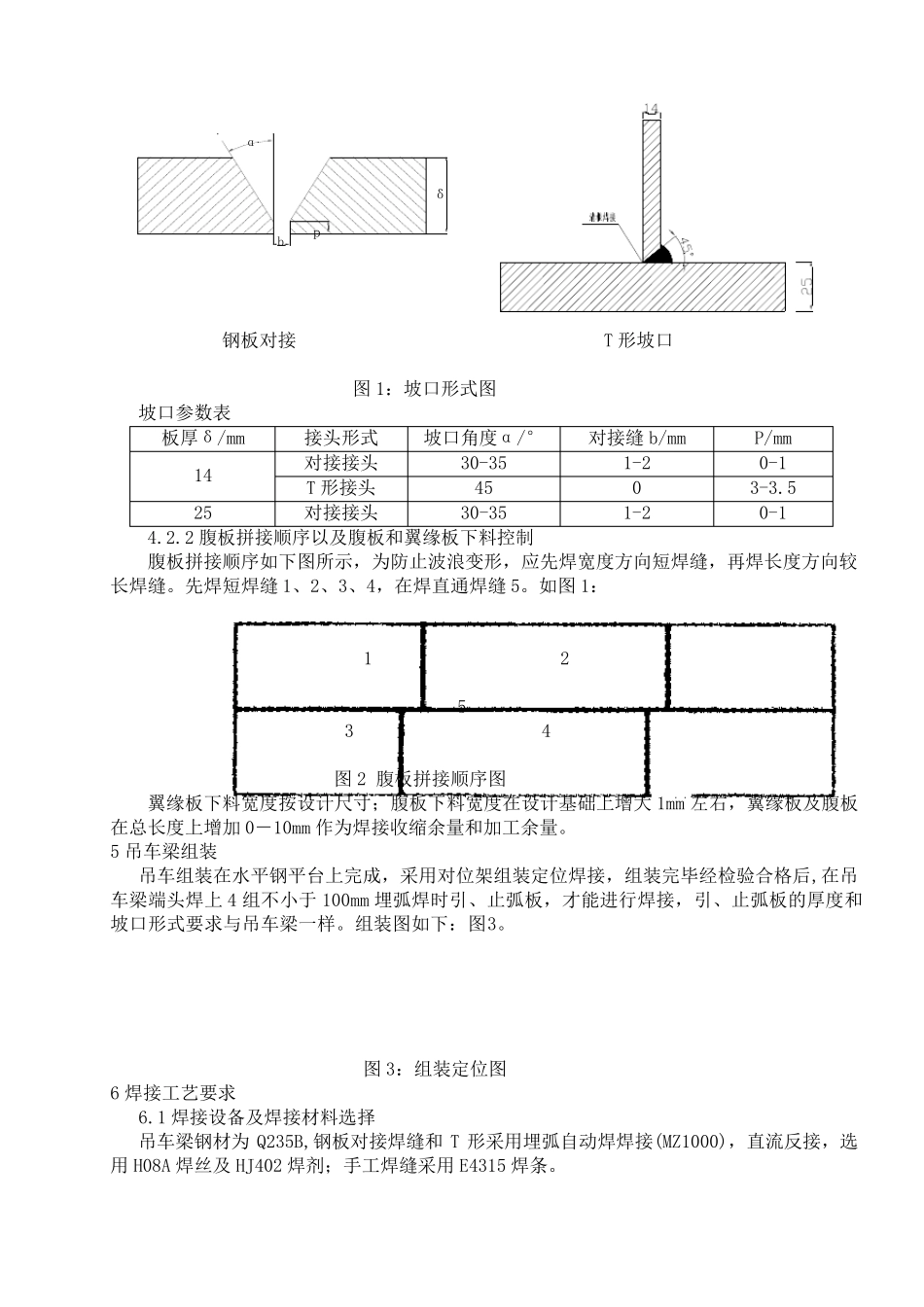
1 钢板对接坡口为V 形坡口,正面焊接后,反面清根焊接