后罗拉过桥摇臂铸造工艺及工装设计 一、铸造工艺设计 1 、铸件结构的工艺性分析 生产铸件不仅需要采用先进合理的铸造工艺和设备,而且还要使零件结构本身符合符合铸造生产要求,易于保证铸件品质,简化铸造工艺过程
1 、1 审查铸件结构 (1)铸件应有合适的壁厚 避免浇不到、冷隔等缺陷,铸件壁不应太薄,有零件图可知本次设计的铸件的材料为 HT150,最大尺寸约为 257
5x95x76,查课本第 17 页知铸件尺寸在 200~400mm 之间时,铸件的最小允许壁厚为 4~5mm 因此该铸件最小壁厚满足要求
(2)铸件结构不应造成严重的收缩阻碍 注意壁厚过度和圆角,两壁交接若成直角易形成热节,铸件收缩时阻力较大,在此处经常出现热裂
铸件薄厚壁相接拐弯,等厚度的壁与壁的各种交接,都应采用逐渐过渡和转变的形式,使用较大的圆角相连接,避免因应力集中导致出现裂纹缺陷
由零件图可知,铸件中成直角相接的两壁薄厚壁相接都用圆角过度,满足设计要求
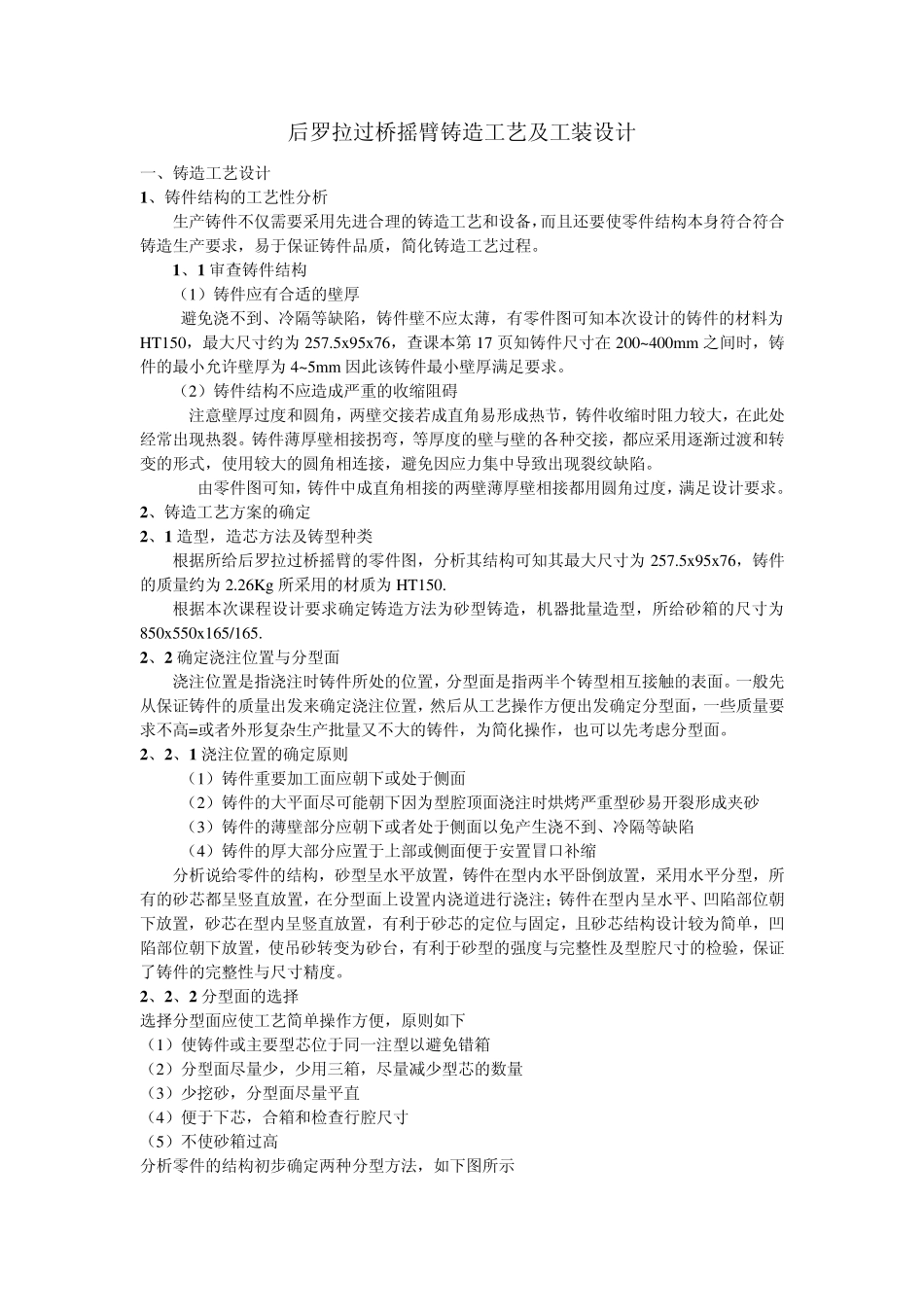
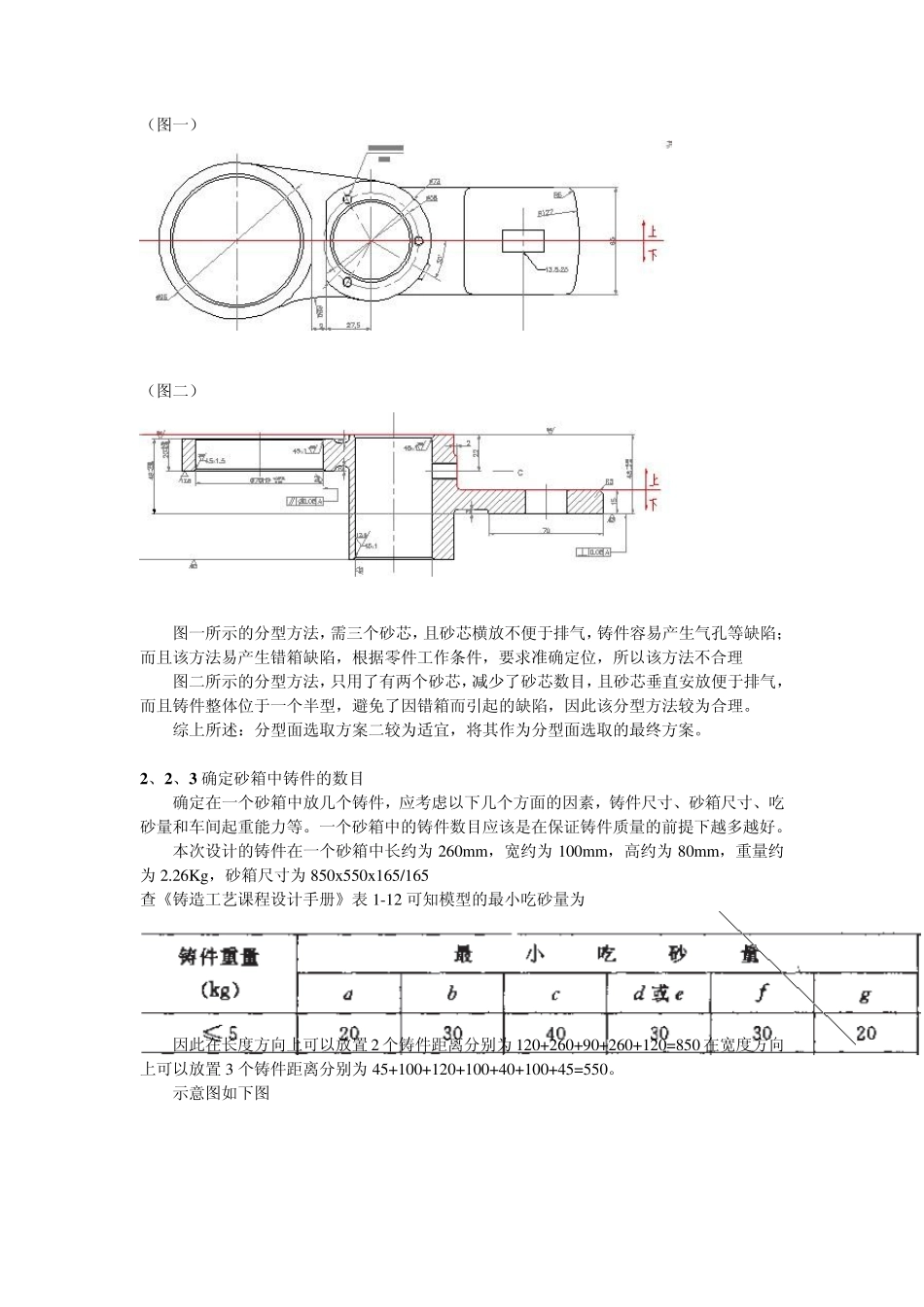
2 、铸造工艺方案的确定 2 、1 造型,造芯方法及铸型种类 根据所给后罗拉过桥摇臂的零件图,分析其结构可知其最大尺寸为 257
5x95x76,铸件的质量约为 2
26Kg 所采用的材质为 HT150
根据本次课程设计要求确定铸造方法为砂型铸造,机器批量造型,所给砂箱的尺寸为850x550x165/165
2 、2 确定浇注位置与分型面 浇注位置是指浇注时铸件所处的位置,分型面是指两半个铸型相互接触的表面
一般先从保证铸件的质量出发来确定浇注位置,然后从工艺操作方便出发确定分型面,一些质量要求不高=或者外形复杂生产批量又不大的铸件,为简化操作,也可以先考虑分型面
2 、2 、1 浇注位置的确定原则 (1)铸件重要加工面应朝下或处于侧面 (2)铸件的大平面尽可能朝下因为型腔顶面浇注时烘烤严重型砂易开裂形成夹砂 (3)铸件的薄壁部分应朝下或者处