日期:文件修订履历版本修订内容制/修订日期制/修订人A新发行2016
15审核:审批批准:1、目的针对实际生产中出现的异常问题或异常板,规范处理方式及流程,使生产作业人员能在较短的时间内涨缩异常处理技能,降低生产报废率
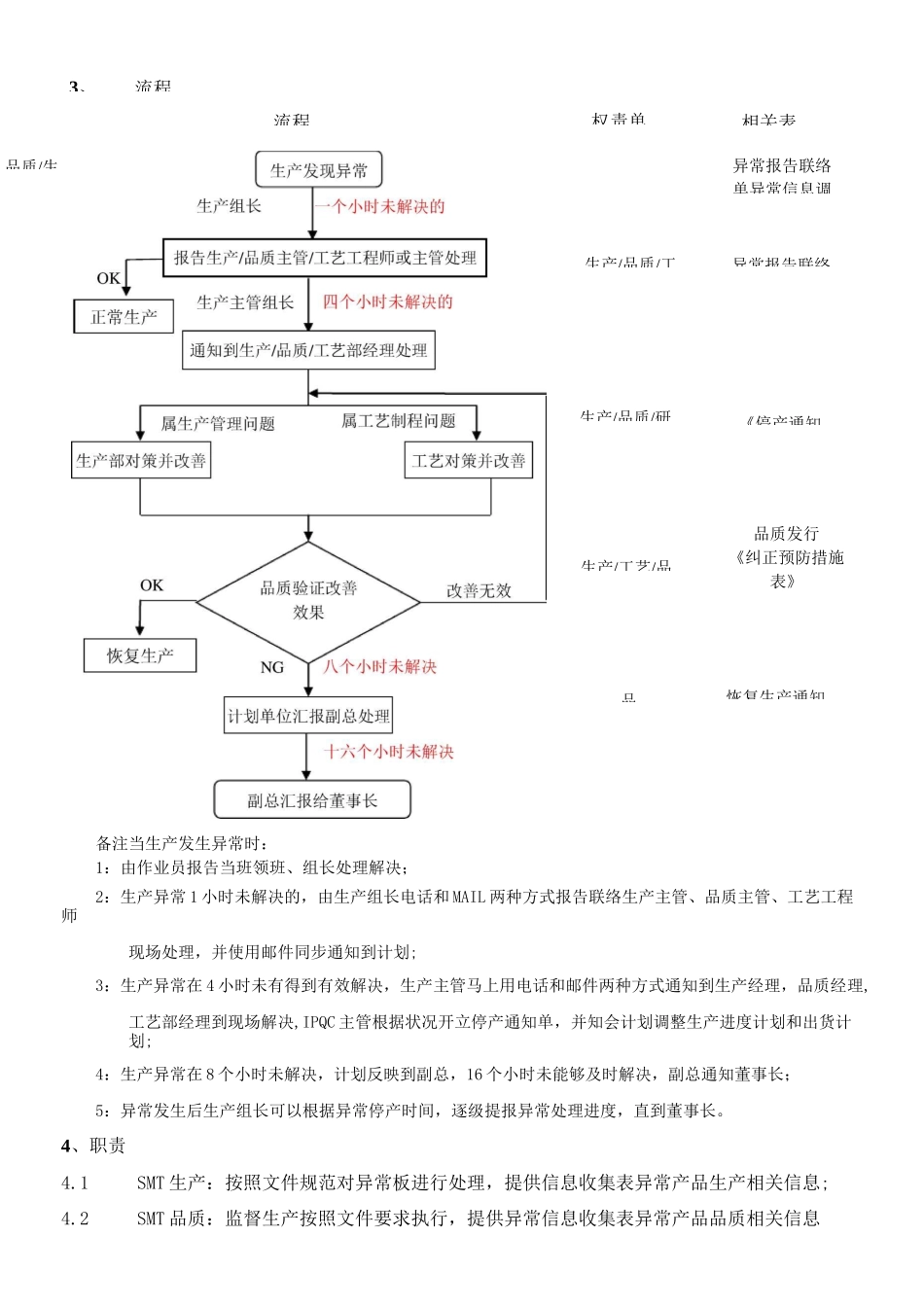
2、适用范围生产过程中出现的异常现象分析以及异常板的处理3、流程流程权责单相关表品质/生生产/品质/工生产/品质/研生产/工艺/品品异常报告联络单异常信息调异常报告联络《停产通知品质发行《纠正预防措施表》恢复生产通知备注当生产发生异常时:1:由作业员报告当班领班、组长处理解决;2:生产异常 1 小时未解决的,由生产组长电话和 MAIL 两种方式报告联络生产主管、品质主管、工艺工程师现场处理,并使用邮件同步通知到计划;3:生产异常在 4 小时未有得到有效解决,生产主管马上用电话和邮件两种方式通知到生产经理,品质经理,工艺部经理到现场解决,IPQC 主管根据状况开立停产通知单,并知会计划调整生产进度计划和出货计划;4:生产异常在 8 个小时未解决,计划反映到副总,16 个小时未能够及时解决,副总通知董事长;5:异常发生后生产组长可以根据异常停产时间,逐级提报异常处理进度,直到董事长
1SMT 生产:按照文件规范对异常板进行处理,提供信息收集表异常产品生产相关信息;4
2SMT 品质:监督生产按照文件要求执行,提供异常信息收集表异常产品品质相关信息1
1 异常现象(图1
4 异常板处理流1
1 异常现象(图4
3SMT 工艺:修订完善异常处理流程及要求,完善异常信息收集表分析异常产生原因
5、定义6、内容6
1烘烤工序异常现象及处理方式:1
2 原因分析1
1 烘烤条件异常,没有按烘烤条件进行作业A、非绿油板为 120°2HB、绿油板为 120°2HC、OSP 板烘烤条件为 80°3H
D、168 客户 OSP 板烘烤条件为:100°2H