精品文档---下载后可任意编辑1、选用钨电极棒时,需视电流极性、母材的种类及板厚而定,表 1 为钨电极棒制造厂建议选用的条件
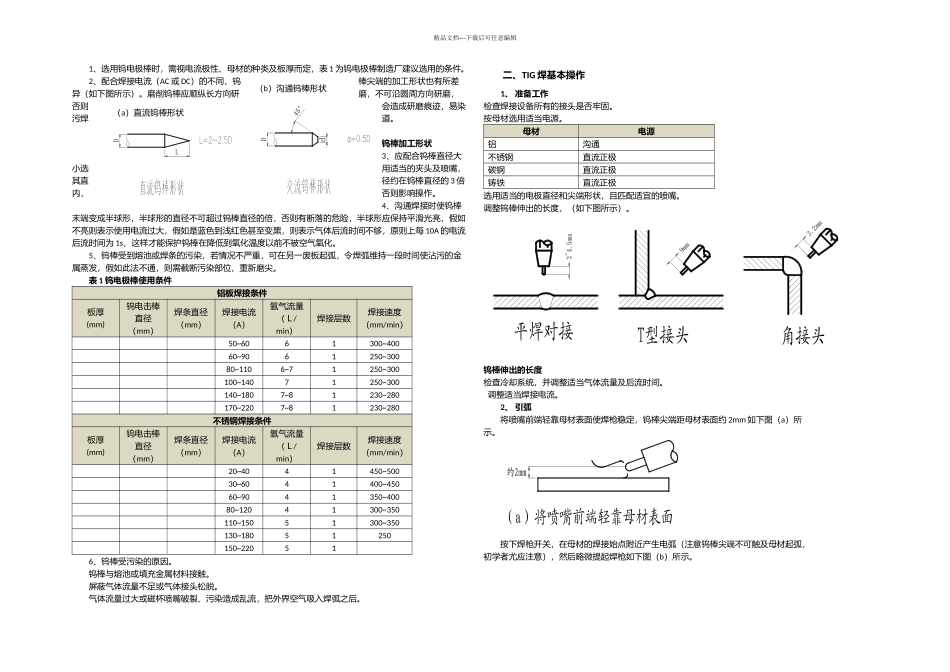
2、配合焊接电流(AC 或 DC)的不同,钨棒尖端的加工形状也有所差异(如下图所示)
磨削钨棒应顺纵长方向研磨,不可沿圆周方向研磨,否则会造成研磨痕迹,易染污焊道
钨棒加工形状3、应配合钨棒直径大小选用适当的夹头及喷嘴,其直径约在钨棒直径的 3 倍内,否则影响操作
4、沟通焊接时使钨棒末端变成半球形,半球形的直径不可超过钨棒直径的倍,否则有断落的危险,半球形应保持平滑光亮,假如不亮则表示使用电流过大,假如是蓝色到浅红色甚至变黑,则表示气体后流时间不够,原则上每 10A 的电流后流时间为 1s,这样才能保护钨棒在降低到氧化温度以前不被空气氧化
5、钨棒受到熔池或焊条的污染,若情况不严重,可在另一废板起弧,令焊弧维持一段时间使沾污的金属蒸发,假如此法不通,则需截断污染部位,重新磨尖
表 1 钨电极棒使用条件铝板焊接条件板厚(mm)钨电击棒直径(mm)焊条直径(mm)焊接电流(A)氩气流量(L/min)焊接层数焊接速度(mm/min)50~6061300~40060~9061250~30080~1106~71250~300100~14071250~300140~1807~81230~280170~2207~81230~280不锈钢焊接条件板厚(mm)钨电击棒直径(mm)焊条直径(mm)焊接电流(A)氩气流量(L/min)焊接层数焊接速度(mm/min)20~4041450~50030~6041400~45060~9041350~40080~12041300~350110~15051300~350130~18051250150~220516、钨棒受污染的原因
钨棒与熔池或填充金属材料接触
屏蔽气体流量不足或气体接头松脱
气体流量过大或磁杯喷嘴破裂、污染造成乱