精品文档---下载后可任意编辑手插器件焊接工艺标准一、检验方法1、检验员应在荧光下眼睛距 PCBA30cm(半个手臂)处检测
(金手指部分除外)2、检测金手指部分时,PCBA 应距检测者的眼睛 60cm(伸直手臂)
3、手执 PCBA 采光观看
4、检验员必须把 PCBA 放在稍低于视平面的地方进行检验
5、从任意角度观测寻找 PCBA 的缺点
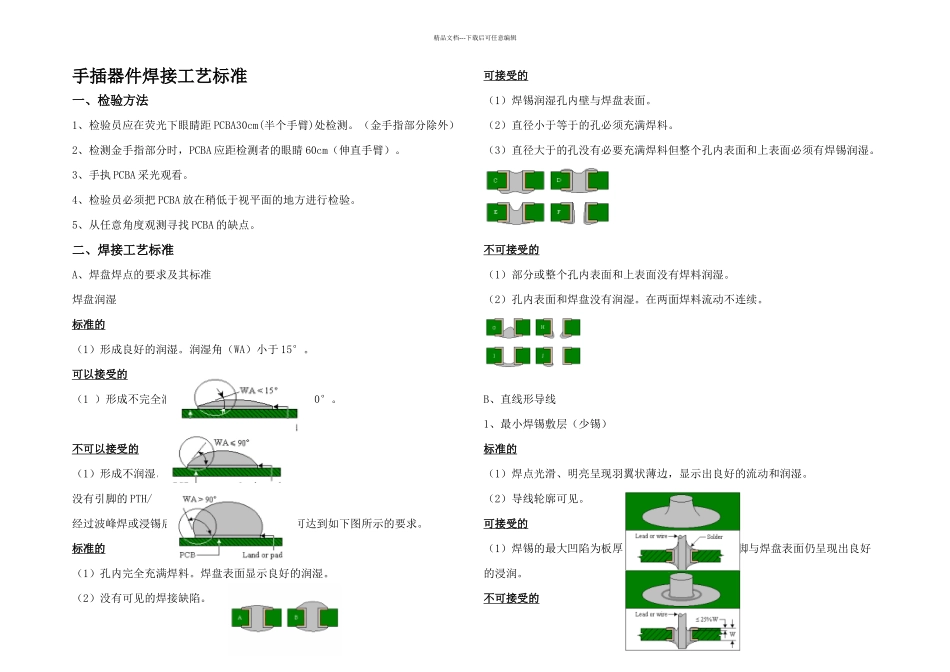
二、焊接工艺标准A、焊盘焊点的要求及其标准焊盘润湿标准的(1)形成良好的润湿
润湿角(WA)小于 15°
可以接受的(1 )形成不完全润湿
润湿角(WA)不得大于 90°
不可以接受的(1)形成不润湿
润湿角(WA)大于 90°
没有引脚的 PTH/ VIAS (通孔或过锡孔)经过波峰焊或浸锡后,没有引脚的 PTH/ VIAS 可达到如下图所示的要求
标准的(1)孔内完全充满焊料
焊盘表面显示良好的润湿
(2)没有可见的焊接缺陷
可接受的(1)焊锡润湿孔内壁与焊盘表面
(2)直径小于等于的孔必须充满焊料
(3)直径大于的孔没有必要充满焊料但整个孔内表面和上表面必须有焊锡润湿
不可接受的(1)部分或整个孔内表面和上表面没有焊料润湿
(2)孔内表面和焊盘没有润湿
在两面焊料流动不连续
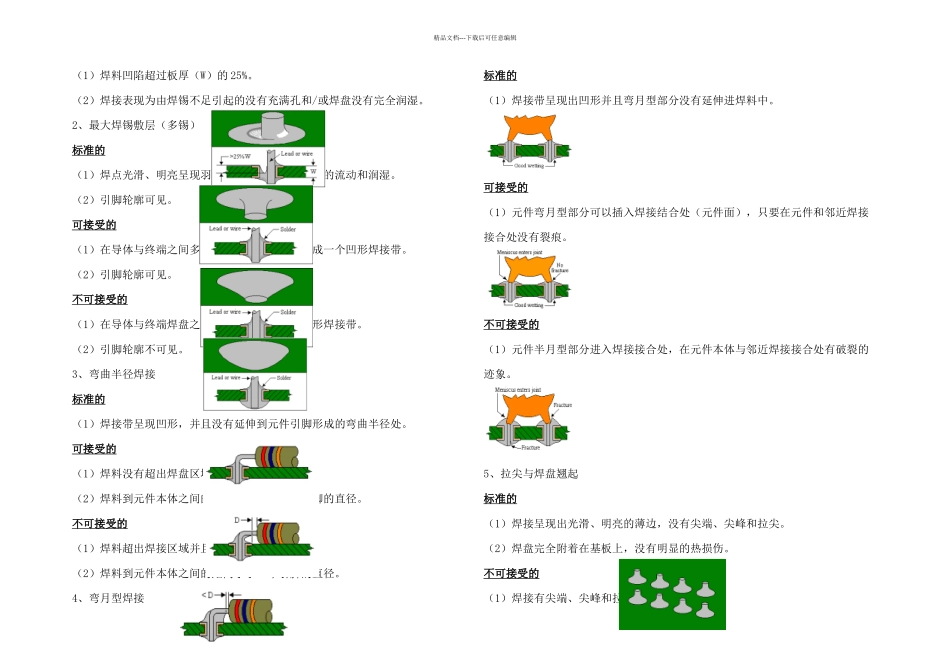
B、直线形导线1、最小焊锡敷层(少锡)标准的(1)焊点光滑、明亮呈现羽翼状薄边,显示出良好的流动和润湿
(2)导线轮廓可见
可接受的(1)焊锡的最大凹陷为板厚(W)的 25%,只要在引脚与焊盘表面仍呈现出良好的浸润
不可接受的精品文档---下载后可任意编辑(1)焊料凹陷超过板厚(W)的 25%
(2)焊接表现为由焊锡不足引起的没有充满孔和/或焊盘没有完全润湿
2、最大焊锡敷层(多锡)标准的(1)焊点光滑、明亮呈现羽翼状薄边,显示出良好的流动和润湿
(2)引脚轮廓可见
可接受的(1)在导体与终端之间多锡,但仍然润湿且结合成一个凹形焊接带
(2)引脚轮廓可见