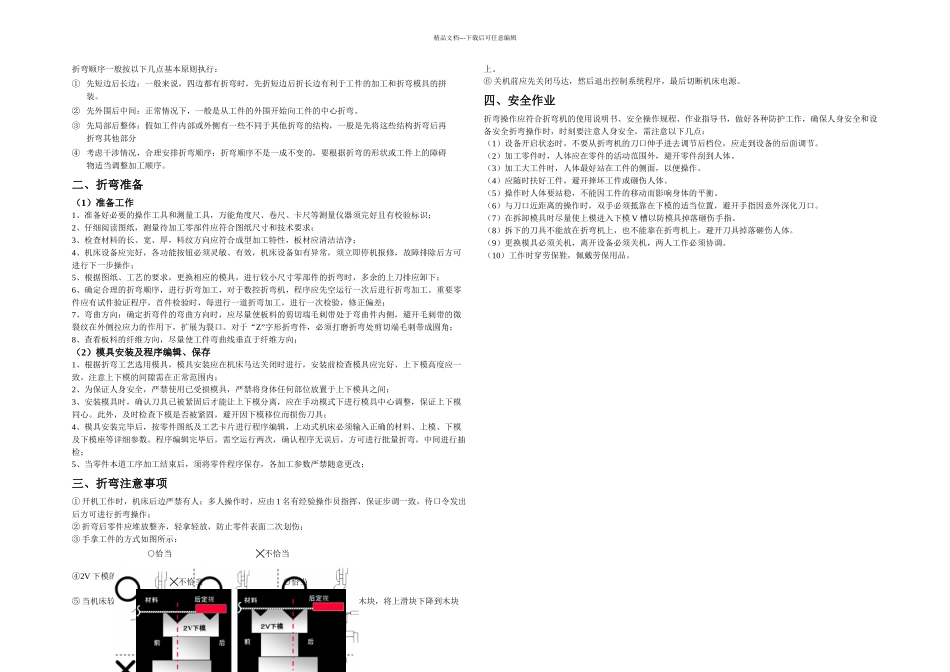
已知:得出:下模座太矮,产品在加工时和模具干涉使用太高的模座没有干涉 使用鹅颈型上模使用直剑型上模╳ 不恰当○恰当精品文档---下载后可任意编辑钣金件系列通用编制:审核:会签:批准:浩然金属制品有限公司二零一四年十月五日折弯工艺守则一、折弯基础知识1、折弯机简介目前折弯机中 95%以上都是液压折弯机,它依运动方式的不同分为两类:上动式和下动式
项目上动式下动式结构复杂简单开口高度大一般机床吨位适合大吨位适合小吨位加工便利性好一般(非常适合小零件)我司使用的折弯机为上动式数控板料折弯机
2、材料分类一般的钣金加工材料分为 3 类:钢、不锈钢、铝,而相同的材质由于内部的各类元素的含量、加工方法的不同又分为不同的种类
我们将常用的钢板分为:热轧板(SPHC)、冷轧板(SPCC)、电镀锌板(SECC)、热镀锌板(SGCC); 常用的不锈钢分为:SUS3000 系列(304)、SUS4000 系列(403);我司使用的板料多数为 DC53D+Z、DX51D+Z(均属于热镀锌板)
3、折弯模具折弯模具一般的模具分为中间板、上模、下模、导轨、下模座等,这类模具通用性强,大部分加工都可以完成
折弯模具的选择加工不同的零件需要使用不同的模具,首先要对机床和模具的加工参数有所了解,才能选择相互匹配的模具
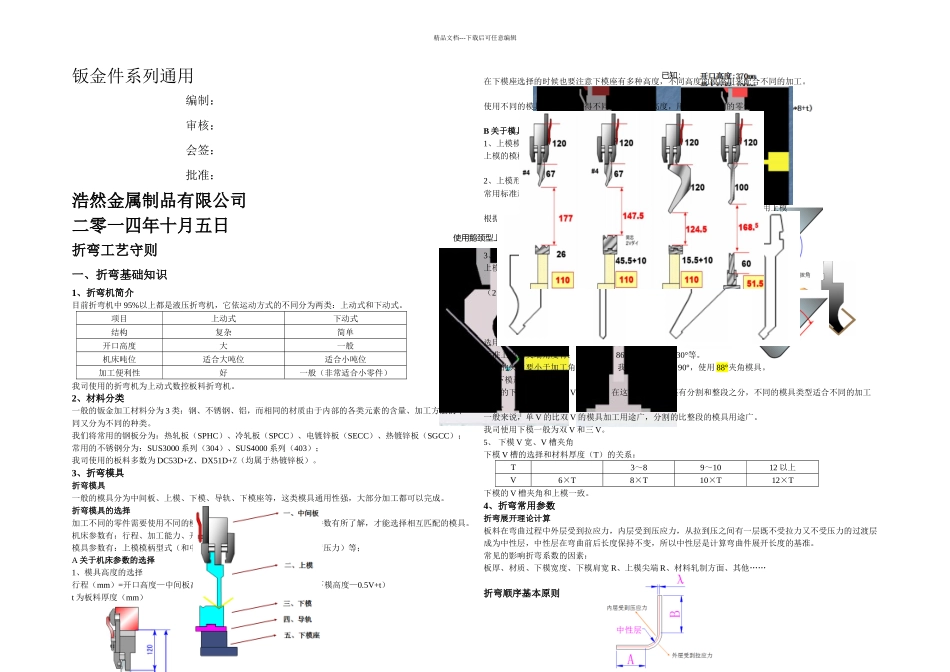
机床参数有:行程、加工能力、开口高度、中间板类型等;模具参数有:上模模柄型式(和中间板匹配)、耐压吨位(最大折弯压力)等;A 关于机床参数的选择1、模具高度的选择行程(mm)=开口高度—中间板高度—上模高度—下模座高度—(下模高度—0
5V+t)t 为板料厚度(mm)在下模座选择的时候也要注意下模座有多种高度,不同高度的模座用来配合不同的加工
使用不同的模具组合可以获得不同的模具组合高度,用来加工不同的零件
B 关于模具参数的选择1、上模模柄形式上模的模柄有 3 种形式以配合不同的中间板2、上