对接焊缝的工艺要求 1、所有对接焊缝的表面不得低于母材,且于母材应圆滑过渡
2、焊接接头处的错边不大于 0
1t(t 为对接处较薄板的厚度)
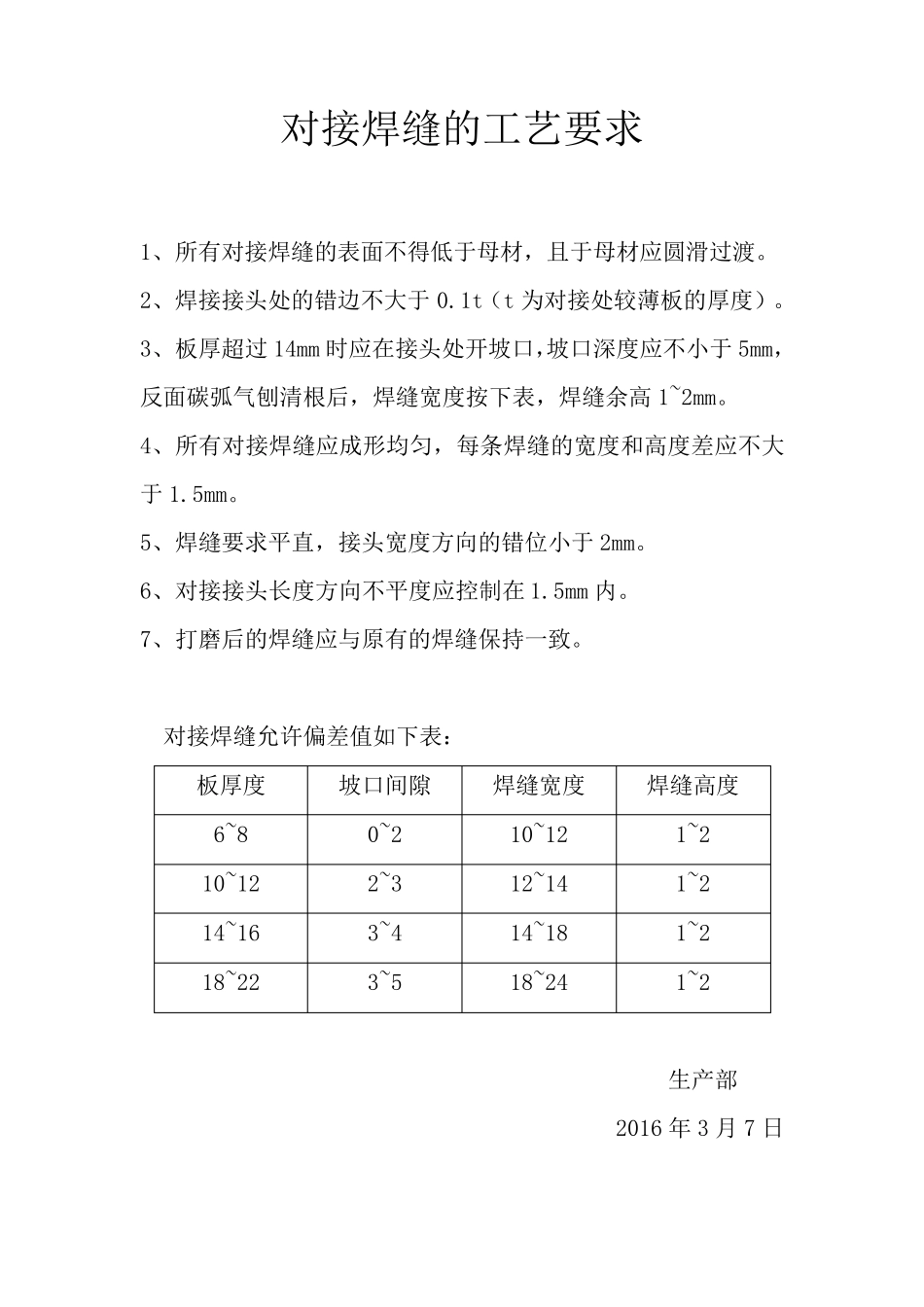
3、板厚超过 14mm 时应在接头处开坡口,坡口深度应不小于 5mm,反面碳弧气刨清根后,焊缝宽度按下表,焊缝余高 1~2mm
4、所有对接焊缝应成形均匀,每条焊缝的宽度和高度差应不大于 1
5、焊缝要求平直,接头宽度方向的错位小于 2mm
6、对接接头长度方向不平度应控制在 1
7、打磨后的焊缝应与原有的焊缝保持一致
对接焊缝允许偏差值如下表: 板厚度 坡口间隙 焊缝宽度 焊缝高度 6~8 0~2 10~12 1~2 10~12 2~3 12~14 1~2 14~16 3~4 14~18 1~2 18~22 3~5 18~24 1~2 生产部 2016 年 3 月 7 日 H 型钢的组立工艺要求 1、组立前应详细核对所使用的材料尺寸
2、点焊尺寸、焊点之间的距离应均匀,焊点大小不可超过要求的焊角高度(t*75%,t 为腹板厚度)
3、控制好变截面腹板对接缝隙处的平面度
4、翼板对接焊缝与腹板对接焊缝处应平直
5、翼板对接焊缝与腹板对接焊缝的距离应符合验收规范的要求(