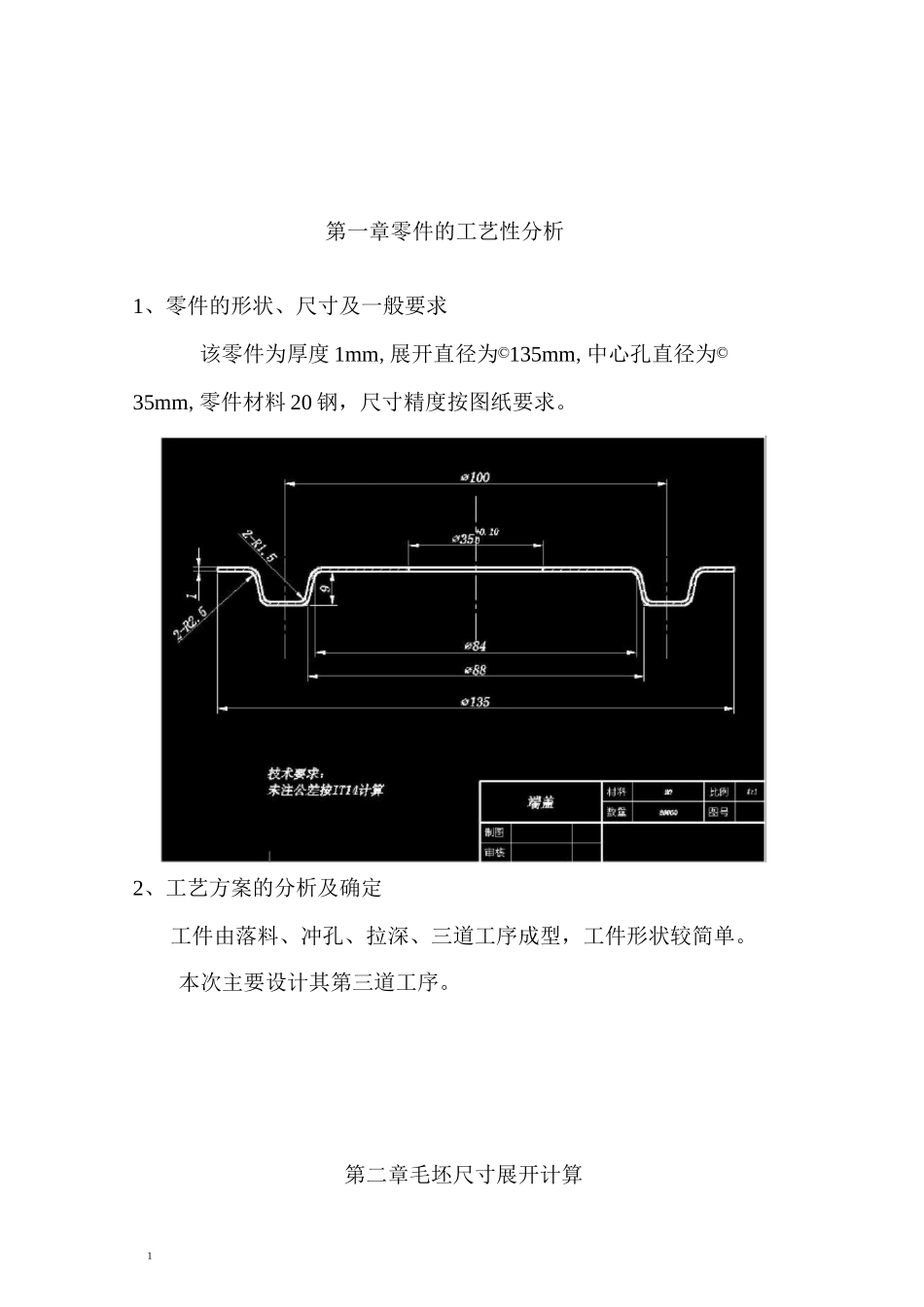
端盖拉伸模设计目录目录 1第一章零件的工艺性分析 2第二章毛坯尺寸展开计算 3第三章拉深工序次数及拉深系数确定 5第四章冲裁力与拉深力的计算 11第五章凸、凹模的设计 71、落料凸、凹模尺寸计算 72、拉深凸、凹模尺寸计算 83、粗糙度的确定 9第六章模具基本结构的确定 13第七章模具主要零件的强度校核 15第八章冲压设备的选择 161、初选设备 162、设备的校核 18主要参考文献附录1第一章零件的工艺性分析1、零件的形状、尺寸及一般要求该零件为厚度 1mm,展开直径为©135mm,中心孔直径为©35mm,零件材料 20 钢,尺寸精度按图纸要求
2、工艺方案的分析及确定工件由落料、冲孔、拉深、三道工序成型,工件形状较简单
本次主要设计其第三道工序
第二章毛坯尺寸展开计算旋转体零件采用圆形毛坯,在不变薄拉深中,材料厚度虽有变化,但其平均值与毛坯原始厚度十分接近
因此,其直径按面积相等的原则计算,即毛坯面积与拉深件面积(加上修边余量)相等
1、确定修边余量在拉深的过程中,常因材料机械性能的方向性、模具间隙不均、板厚变化、摩擦阻力不等及定位不准等影响,而使拉深件口部周边不齐,必须进行修边,故在计算毛坯尺寸时应按加上修边余量后的零件尺寸进行展开计算
修边余量的数值可查文献《实用模具技术手册》表 5-7
由于工件凸缘的相对直径d 凸/d=1
1013查表可得修边余量 6=3
2、毛坯尺寸计算根据工件的形状,可将其分成 F1-F8 这几个部分
则可计算出各部分的展开面积如下:F1=n/4[2n(4+1/2)(90
8-1)+4
56(4+1/2)2=n/4[2nx5x88
56x52]=222n2+28
5nF2=n(d-t)(h-rl-r2-t)=n(90
8-2)(34-4-2-2)=2308
8n3F3 二 n/4[2n(2+1/2)(90
8-t-2x2-1)