九)常见焊接热处理工艺曲线9
1 铬钼钢的特点是焊接性差,淬硬倾向大,易产生裂纹,与普通碳钢和低合金钢相比,其焊接性能的影响因素比较复杂
铬钼钢在焊接前必须进行 300°C±25°C 的预热
在焊接过程中因故中断焊接时,必须进行 300C±25°C、15〜30min 的后热处理,保温缓冷,以减少焊缝中氢的有害影响,降低焊接残余应力,防止裂纹产生
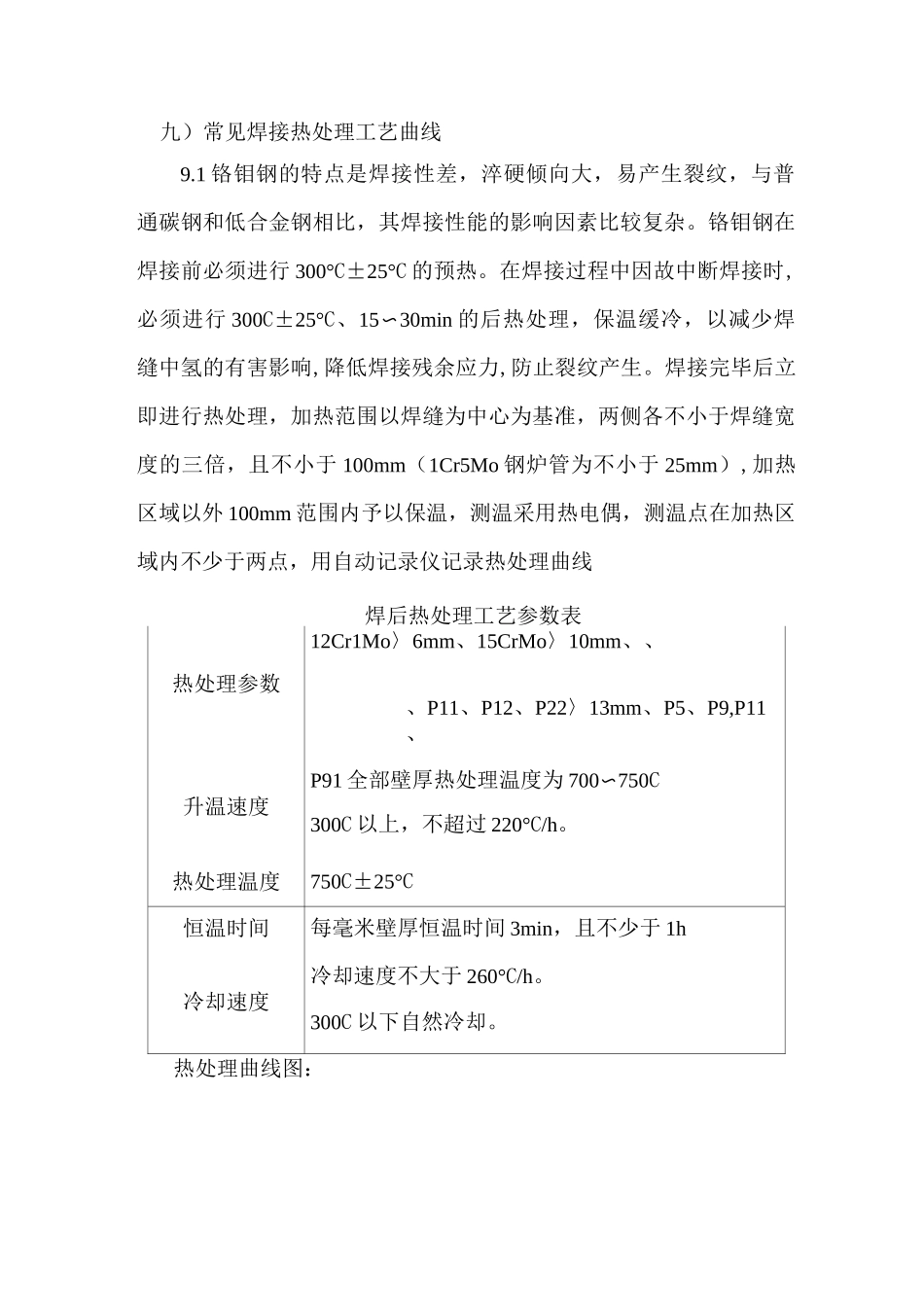
焊接完毕后立即进行热处理,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于 100mm(1Cr5Mo 钢炉管为不小于 25mm),加热区域以外 100mm 范围内予以保温,测温采用热电偶,测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线焊后热处理工艺参数表12Cr1Mo〉6mm、15CrMo〉10mm、、热处理参数、P11、P12、P22〉13mm、P5、P9,P11、P91 全部壁厚热处理温度为 700〜750C升温速度300C 以上,不超过 220°C/h
热处理温度750C±25°C恒温时间每毫米壁厚恒温时间 3min,且不少于 1h冷却速度不大于 260°C/h
冷却速度300C 以下自然冷却
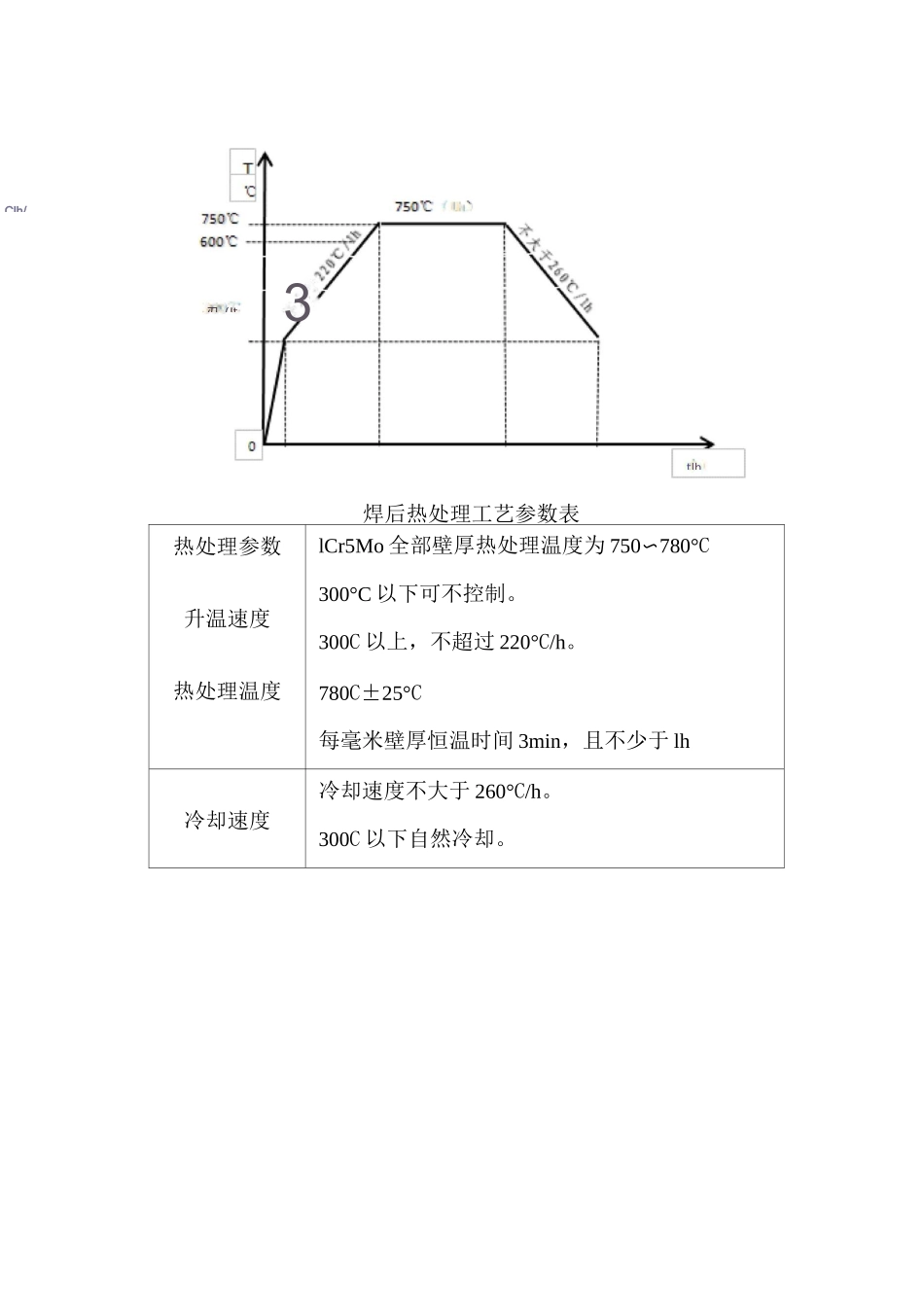
热处理曲线图:焊后热处理工艺参数表热处理参数升温速度热处理温度lCr5Mo 全部壁厚热处理温度为 750〜780°C300°C 以下可不控制
300C 以上,不超过 220°C/h
780C±25°C每毫米壁厚恒温时间 3min,且不少于 lh冷却速度冷却速度不大于 260°C/h
300C 以下自然冷却
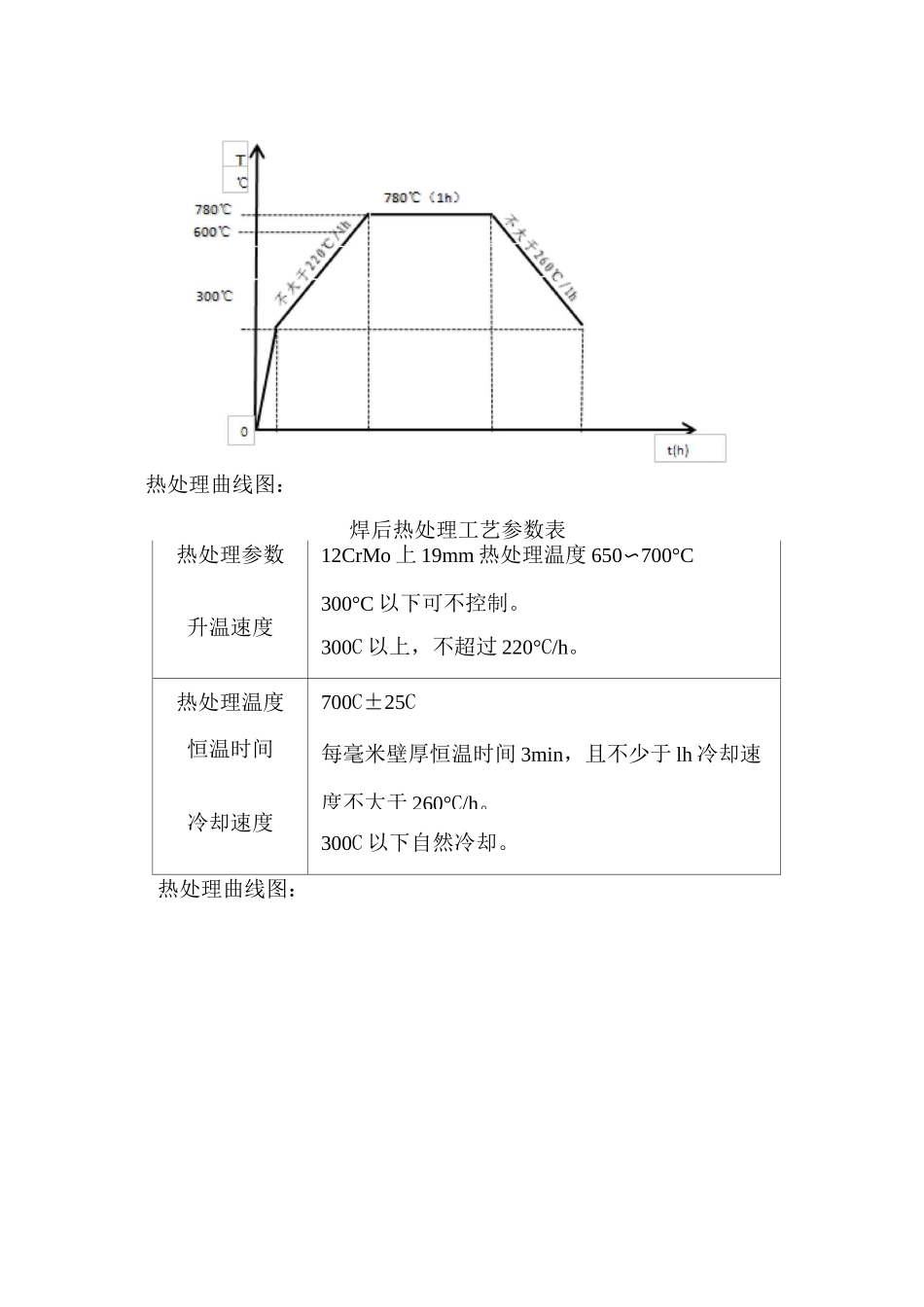
tlh3Clh/刃(Jt热处理曲线图:焊后热处理工艺参数表热处理参数12CrMo 上 19mm 热处理温度 650〜700°C300°C 以下可不控制
升温速度300C 以上,不超过 220°C/h
热处理温度700C±25C恒温时间每毫米壁厚恒温时间 3min,且不少于 lh 冷却速度不大于 260°C/h